Conceptions de cartons pliants. Boîtes d'enchantement
Vous aimez faire des cadeaux de vos propres mains ? Vous cherchez de nouvelles idées d'emballage? Vous allez maintenant apprendre à fabriquer une boîte en carton de vos propres mains. Les schémas donnés dans le texte peuvent être imprimés et utilisés tels quels. Si vous aimez apporter quelque chose qui vous est propre, affinez-les à votre guise.
Quelle forme choisir
Vous n'avez peut-être jamais deviné à quel point il est facile et rapide de fabriquer une boîte en carton de vos propres mains. Les schémas et les flans sont très différents, respectivement, et la configuration finale des produits est très différente. On dit souvent qu'un bel emballage est déjà la moitié du cadeau. Si vous voulez surprendre avec votre souvenir, inventez une forme de boîte inhabituelle. Dans le même temps, même pas décoré en plus, mais simplement fabriqué à partir d'une feuille de couleur, l'emballage aura l'air impressionnant.
Dans le cas où vous ne souhaitez pas que l'attention soit détournée vers l'emballage, mais qu'il soit simplement nécessaire pour la sécurité et la facilité de transport, la forme habituelle en forme de cube ou de parallélépipède suffira. Cependant, cela vaut la peine de considérer que vous vous préparez pour les vacances, il est donc bon d'ajouter un beau décor à la configuration habituelle. Toutes les options peuvent être utilisées et créer une boîte selon un modèle prêt à l'emploi n'est pas difficile, même si vous ne l'avez jamais fait.
Ce qu'il faudra
Vous devez préparer ce qui suit pour obtenir une belle boîte en carton à faire soi-même :
- Schemes, ou, comme on les appelle aussi, balayages.
- Carton (blanc, coloré, décoratif).
- Imprimante ou si vous créez vous-même un modèle.
- Ciseaux ou couteau.
- Aiguille à tricoter, stylo sans écriture ou outil similaire pour dessiner des rainures invisibles le long des futures lignes de pliage.
- Colle ou pistolet à air chaud.
- Éléments décoratifs (rubans de satin, autocollants, nœuds, fleurs).
Comme vous pouvez le voir, le travail de création de beaux emballages ne causera pas beaucoup de problèmes. Des dispositifs complexes ne sont pas nécessaires. Si vous n'avez pas de pistolet thermique et d'imprimante, vous pouvez vous en passer en utilisant votre propre construction d'un scan de boîte avec un crayon et une règle et en collant avec du PVA ordinaire ou une composition à fixation rapide.

Technologie de fabrication
Considérez comment une carte-cadeau est faite de carton. Le plan de travail sera le suivant :
- Trouvez un modèle qui convient à votre configuration.
- Imprimez-le sur une imprimante soit directement sur un carton grand format, si possible, soit sur des feuilles de papier, qui pourront ensuite être collées entre elles et transférées sur un flan de carton. Il est bien entendu plus pratique de travailler avec des cartons dont les scans tiennent au format A3 voire A4. Il s'agit généralement de la capacité maximale d'une imprimante domestique standard.
- Ainsi, devant vous se trouve un modèle d'emballage obtenu de quelque manière que ce soit. Découpez-le de la feuille le long du contour et faites des coupes aux bons endroits où le collage aura lieu.
- Prenez l'aiguille à tricoter ou n'importe quel outil que vous avez préparé et passez-le le long de toutes les lignes où les plis iront. Il est préférable de le faire au verso et non au recto. En argot professionnel, cette opération s'appelle le rainage, et dans les imprimeries, bien sûr, elle est effectuée par une machine. De telles rainures empêchent le carton de se froisser lors du pliage, c'est-à-dire du pliage. Ne le négligez donc pas, sinon la boîte risque de se révéler bâclée et déformée.
- Faites des plis le long des guides appropriés.
- Collez la forme tridimensionnelle à partir d'un flan plat.
- Décorez le paquet avec des liens en ruban de satin, un nœud ou autre chose.
Boîte en carton à faire soi-même: schémas
Le pack carré est le plus couramment utilisé. Les options sont différentes, à la fois solides et composées de deux parties - la base et le couvercle. Il est plus facile de fabriquer des boîtes d'une seule pièce. Ces emballages peuvent être fermés avec des attaches ou à l'aide d'une "languette" en carton qui s'insère dans une fente de la partie opposée de la boîte. Vous trouverez ci-dessous un simple emballage en forme de cube.

Comme vous pouvez le voir, le scan est basé sur un carré. Le dessus du produit ressemble à un "toit" une fois assemblé. Pour attacher les quatre parties du haut, vous pouvez utiliser un beau ruban.
Boîte en carton à faire soi-même : des schémas simples mais insolites
Si vous souhaitez fabriquer un emballage avec une forme inhabituelle, utilisez l'un des modèles suivants. La première photo montre la version la plus simple. Il est très facile à réaliser car il n'y a que quatre plis à faire. En haut, la boîte est assemblée grâce à la fente et à l'élément de fixation inclus.

Si vous avez un souvenir triangulaire, utilisez le paquet suivant. La mise au point, bien qu'elle semble assez compliquée, le montage est facile et rapide. L'essentiel est de dessiner soigneusement les lignes de pliage. Les éléments de collage sont petits, réalisés sous la forme de triangles.

Selon le modèle suivant, une belle boîte en carton arrondie à faire soi-même peut être fabriquée. Le schéma est également simple et clair. La chose la plus importante est de dessiner uniformément des lignes de pliage arquées. Cela dépend de la netteté avec laquelle la forme de l'emballage est formée.

Comment décorer la boîte
Vous avez compris la technologie pour créer la base, mais seul un emballage blanc ne convient pas à un cadeau. Il devrait compléter et décorer votre souvenir. Vous pouvez transformer une boîte ordinaire en un chef-d'œuvre d'artisanat artistique de la manière suivante :
- Choisissez du beau carton ou du papier épais (designer ou pour la créativité des enfants). Les feuilles sont métallisées, nacrées avec gaufrage, motifs et autres options de décoration.
- Découpez le deuxième dépliage de la boîte dans un emballage mince ou un autre papier utilisé dans les arts et l'artisanat, et collez-le sur le dessus de la base. Cette option convient lorsque vous devez fabriquer une boîte en carton très épais, ce qui n'est pas possible de trouver avec une surface décorative.
- Appliquez des dessins ou des motifs sur la boîte avec des peintures à l'aide d'un pinceau, des pochoirs, des autocollants, des serviettes de découpage.
- Si vous maîtrisez les éditeurs d'infographie, vous pouvez créer votre propre design de boîte en ajoutant des images au contour sélectionné avant l'impression, y compris des images photoréalistes, par exemple, même avec le garçon d'anniversaire lui-même. Celui à qui vous offrirez un tel cadeau sera certainement surpris. Il faut seulement tenir compte du fait que si vous allez imprimer sur du carton couleur, toutes vos images acquerront la teinte appropriée, vous devrez donc soit corriger la couleur de la pièce, soit ne pas utiliser de couleurs inacceptables pour changer (portrait Photos).
Il existe autant d'options pour décorer un produit que de motifs de scan possibles. C'est bien de combiner différentes idées.
Vous avez donc vu à quel point il est facile de fabriquer une boîte en carton de vos propres mains. Les diagrammes ci-dessus sont faciles à utiliser pour créer de beaux emballages pour un souvenir de vacances. En mettant à l'échelle les modèles, des boîtes de différentes tailles peuvent avoir une forme identique. Créez, décorez, surprenez vos amis et vos proches avec votre talent.
Les préparatifs battent leur plein pour le deuxième numéro de la série DIY Gift Wrapping - le kit de formation Romantic Collection. 35 modèles de boîtes charmantes pour tous les goûts avec des scans prêts à imprimer et des schémas de montage étape par étape - dans les prochains jours, les amis, vous pourrez reconstituer avec eux vos collections d'emballages. Je les regarde moi-même et je suis touché))) Ici, je n'ai pas pu résister, je voulais vous montrer quelques boîtes en ce moment.
Et, bien sûr, je vais révéler toutes les cartes, comment faire de telles coffrets cadeaux faits à la main. Et ils sont TRÈS faciles à faire.
Avant de commencer, téléchargez les balayages :
Comment ouvrir un fichier pdf ? Instruction.
Pour faire des boîtes aura besoin:
- couteau et règle de papeterie,
- des ciseaux (vous pouvez même sans eux),
- un outil de rainage (par exemple, une aiguille à tricoter, un compas, un poinçon, etc.),
- perforatrice,
- Rubans, galon ou cordon décoratif.
Pas besoin de ruban adhésif double face ou de colle.
Alors imprimons et découpons le motif. Soyons les premiers à assembler une boîte aux couleurs vives et ensoleillées (je n'ai pas trouvé de nom pour les boîtes, je le laisse à votre imagination :))

J'ai "coloré" cette boîte (ainsi que la seconde) dans un éditeur graphique (j'ai utilisé le fond du scrap-set gratuit "Cheerful" de Fanta Ymoments - Scraps et plus), et l'ai imprimé sur un papier à dessin ordinaire.
Les trous peuvent être percés avec une perforatrice de bureau ordinaire, une perforatrice à papier ou un installateur d'œillets - qui a quoi.

Plions maintenant les moitiés de la boîte intérieure en les connectant avec un "loquet".

Et enfin, nous passerons le ruban à travers les trous et ferons un magnifique nœud.

La deuxième boîte est assemblée non moins simplement:


Après avoir traversé et plié, nous passerons le ruban à travers les trous, comme indiqué sur la photo :

Serrez doucement le ruban et faites un nœud.

Seulement 10 à 15 minutes - et 2 magnifiques coffrets cadeaux sont prêts !


Dans un futur très proche je vous présenterai toute la collection des coffrets du deuxième numéro de la série "Emballage cadeau de vos propres mains". Cette fois, en plus d'un ensemble de développements de haute qualité (aux formats PDF et PSD), l'ensemble comprend 3 classes de maître sur la décoration de boîtes selon différentes techniques: découpage artistique, scrapbooking et quilling - d'Olga Kachurovskaya, Evgenia Yarovaya et Ekaterina Shkodovskaya.
Politique de confidentialité
En vous inscrivant à la newsletter, vous pouvez recevoir d'autres matériaux gratuits pour l'art du papier, ainsi que des informations sur les nouveaux produits, les remises et les promotions dans la boutique KARTONKINO (vous pouvez vous désinscrire de la newsletter à tout moment).
- il y a beaucoup de choses intéressantes à venir!
A bientôt chez KARTONKINO !
Il existe de nombreux types de boîtes pliantes. La conception la plus courante est la boîte en carton, dont le fond et le dessus ne sont pas adjacents à un côté commun ; lors de son assemblage, le scan en carton est plié selon quatre lignes parallèles, dont l'une sépare un rabat étroit (formant une couture d'usine), qui est collé, et le flan prend la forme d'un manchon. Les bords sont coupés en forme de valves, des lignes de rainurage leur sont appliquées; puis ces valves sont fermées et fixées sur le bord du manchon, et en conséquence un emballage fermé est formé.
Riz. 6.2. Les principaux types de boîtes pliantes présentés ici se déclinent en de nombreuses variantes. La figure montre des ébauches plates qui sont coupées ; des lignes de marquage leur sont appliquées, puis la boîte est assemblée et collée. Le rabat de colle est généralement découpé avec le côté arrière de la boîte de sorte qu'après le collage, la coupe ouverte du carton soit tournée vers l'arrière (extérieur illustré, également appelé côté matrice)
Une boîte avec un fond collé est très similaire au type décrit ci-dessus, mais les deux fonds sont scellés après le remplissage. Sur la fig. 6.2 montre différentes formes de volets inférieurs. Les rabats inférieurs sont souvent équipés de serrures spéciales pour empêcher les objets lourds de tomber lorsque la boîte est soulevée. Les boîtes à colis ont des fentes et des onglets supplémentaires qui empêchent le colis de s'ouvrir en cours de route.
Nous n'avons donné que les principales variétés, sur la base desquelles un designer talentueux peut créer de nombreuses nouvelles modifications. L'emballage peut avoir diverses découpes et saillies qui permettent au consommateur de mieux voir le produit ou de fournir un certain emplacement des marchandises à l'intérieur de la boîte. Lorsque des pièces supplémentaires sont incluses (perforations et joints tournants, languettes et fentes, pupitres et manchettes), le coût augmente légèrement ou ne change pas du tout. C'est cette variété de design qui rend la boîte pliante si pratique.
Le choix de la conception et des matériaux pour la boîte est déterminé par le type de produit et les considérations marketing pour un produit particulier. Si l'emballage remplit des fonctions exclusivement utilitaires (par exemple, il sert à stocker des produits) ou est fourni à des entreprises ou organisations industrielles, alors lors de la prise de décision, tout d'abord, le prix de revient est pris en compte. Dans ce cas, le problème est d'utiliser le grade de carton le plus fin acceptable dans ce cas, et de calculer la zone de développement minimale.
L'augmentation ou la diminution de la résistance du carton, en fonction de son épaisseur, est donnée dans le tableau. 6.2, ainsi que sur les graphiques présentés dans la fig. 6.3, 6.4 et 6.5. Une fois les exigences techniques formulées, il est nécessaire d'effectuer des tests confirmant l'adéquation de la conception choisie. Les essais de chute et de vibration revêtent une importance particulière ; elles doivent être réalisées dans des conditions aussi proches que possible des conditions opérationnelles, c'est-à-dire en plaçant le contenu auquel elles sont destinées dans une caisse et en emballant autant de caisses dans un conteneur maritime qu'il est prévu d'y transporter en pratique.
| Volume de la boîte, cu. pouces | Poids du contenu, livres | Épaisseur du carton, pouces |
| jusqu'à 20 | jusqu'à 0,25 | 0,018 |
| de 20 à 40 | de 0,25 à 0,50 | 0,020 |
| de 40 à 60 | de 0,50 à 0,75 | 0,022 |
| de 60 à 80 | de 0,75 à 1,00 | 0,024 |
| de 80 à 100 | de 1h00 à 1h25 | 0,026 |
| de 100 à 150 | de 1,25 à 1,50 | 0,028 |
| de 150 à 200 | de 1h50 à 2h00 | 0,030 |
| de 200 à 250 | de 2h00 à 2h50 | 0,032 |
| de 250 à 300 | de 2,50 à 3,75 | 0,036 |
| de 300 à 375 | de 15h75 à 17h00 | 0,040 |
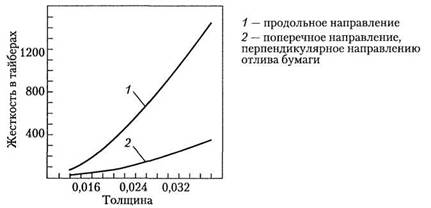
Riz. 6.3. La rigidité du carton est déterminée par le module d'élasticité (module d'Young), la longueur des fibres et la section transversale de la feuille. Les fibres simples de pâte de bois ont un module d'élasticité d'environ 500 000 psi (livres par pouce carré) (3,448 MPa). Comme la plupart des fibres sont disposées parallèlement à la direction du feuilletage du papier (direction longitudinale), la raideur dans cette direction est plus élevée. Lorsque l'épaisseur de la feuille augmente, le moment d'inertie augmente proportionnellement au carré de la distance entre le centre de la feuille et sa surface extérieure. Par conséquent, dans la plus grande mesure, la rigidité est déterminée par les couches externes
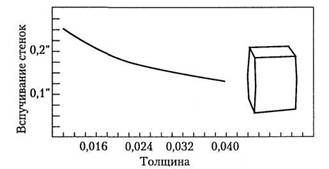
Riz. 6.4. Lors du conditionnement de produits en vrac dans de grandes caisses, leurs parois se déforment et gonflent sous la pression interne du contenu. Le facteur le plus important est la surface du côté. Le graphique montre que l'augmentation de l'épaisseur du carton ne réduit que légèrement le gonflement des murs.
L'une des exigences d'une boîte pliante est son attrait pour l'acheteur, mais d'autres facteurs doivent être pris en compte. Tout d'abord, vous devez considérer la façon dont le produit est présenté. L'emballage doit être stable et ne pas tomber de l'étagère du magasin. La face avant de la boîte doit également être belle dans le cas où de nombreuses boîtes sont exposées sur les étagères du réseau de distribution. Il faut que la taille de l'emballage (par rapport à la taille du produit) soit solide, mais en même temps ne trompe pas le consommateur. Sur la fig. 6.6 montre comment déterminer la taille la plus appropriée pour un carton de tube souple à titre d'exemple.

Riz. 6.5. Pendant le transport, le carton est principalement soumis à des forces de compression. Le graphique montre comment la résistance du carton augmente à mesure que son épaisseur augmente. À titre d'exemple, considérons la charge maximale (en livres) de haut en bas qu'une boîte en carton de 210 x 76 x 279 mm peut supporter.
La taille de la boîte en carton doit correspondre à la hauteur standard des étagères du magasin. Si, dans le réseau de distribution, le produit en question est généralement suspendu à des consoles, la boîte doit être munie d'une boucle de suspension ou l'un des côtés doit être allongé et un trou de la taille appropriée doit y être pratiqué. Il doit être facile pour le consommateur de prendre le produit emballé dans le rayon et de le tenir entre ses mains. Une boîte en carton lourd peut être fournie avec une poignée découpée dans le même alésoir. Une fenêtre sur la boîte peut aider à assurer un bon niveau de vente, à travers laquelle son contenu ou une image de haute qualité du produit emballé peuvent être vus.
Dans le domaine de la mise en rayon des produits emballés, des changements sont également en cours. Pendant longtemps dans le commerce de détail, lorsque cela était possible, les boîtes en carton étaient placées (et imprimées en conséquence) face au consommateur - vers le haut et vers le haut - pour attirer davantage l'attention sur le produit exposé. Parfois, une boîte est conçue pour être placée horizontalement sur une étagère (la raison peut être que le produit est plus beau dans ce cas, et parfois la possibilité d'empiler les boîtes en deux couches), et il arrive même que des concepteurs d'emballage avisés utilisent un prêt-à-porter. type de boîte utilisé par une entreprise ou une autre pour les produits présentés verticalement. Mais dans le même temps, la variété des produits proposés dans les magasins, en particulier dans les supermarchés, augmente et de nombreux responsables de magasins préfèrent une face avant plus petite, car cela permet d'afficher plus de types de produits en rayon. Il y a une concurrence constante pour l'espace de stockage.
L'utilisation de boîtes avec un cinquième côté doit être abordée avec une extrême prudence. En termes d'attirer l'attention sur le produit en rayon, ils sont vraiment efficaces, mais ils nécessitent plus de carton pour produire, ils peuvent créer des problèmes lors du traitement sur la chaîne de production, ainsi que lors de l'emballage dans des caisses d'expédition. Cependant, de telles boîtes peuvent être indispensables pour emballer de petits articles qui, autrement, risquent de passer tout simplement inaperçus.
Riz. 6.6. Formule Bristol-Lund (Bristol Lund) utilisé pour calculer la taille la plus appropriée pour un carton tube souple (mais la règle de fausse déclaration d'emballage est également généralement respectée)
Dans certains cas, afin d'éviter les petits vols, il est nécessaire de rendre la boîte suffisamment grande pour qu'elle ne puisse pas être cachée dans la main ou placée à l'intérieur d'une autre boîte. Pour la même raison, il est préférable de coller les rabats de la boîte, sinon le voleur pourra enlever la marchandise et remettre l'emballage vide en rayon.
La bonne apparence d'un emballage dans un réseau de distribution est déterminée par la résistance de la boîte elle-même, la qualité du carton utilisé et le type d'impression. Il n'est pas conseillé de faire des économies en utilisant un matériel de moindre qualité qui perdra rapidement sa présentation.
Une fois les aspects marketing pris en compte, les décisions ultérieures sur le choix des matériaux et sur la conception de la boîte doivent être basées sur l'examen de l'objectif de l'emballage et de ses exigences de coût ; l'analyse des aspects individuels doit être effectuée par étapes.
Étant donné que différentes usines produisent différents cartons, il est logique que l'ingénieur en emballage détermine d'abord les exigences marketing et techniques de la boîte en cours de développement, puis sélectionne le type de carton qui lui convient le mieux.

Riz. 6.7. Sous l'influence des conditions météorologiques et de stockage, la résistance du carton peut être réduite de moitié
Ensuite, vous devez savoir si ce matériel sera disponible dans la quantité requise et dans un certain laps de temps. Ainsi, par exemple, les qualités lourdes de carton recyclé d'une épaisseur de plus de 30 points (0,8 mm), ainsi que les qualités particulièrement lourdes de carton solide au sulfate blanchi, sont progressivement supprimées. (SBS) actuellement utilisé uniquement pour la production de cartons de lait. Autres matériaux tels que le carton 10 pt (0,25 mm) et le carton ondulé profilé E et F(qui est parfois utilisé pour fabriquer des boîtes pliantes très résistantes) sera très difficile à obtenir dans certaines régions. Un autre facteur est les conditions météorologiques. Ainsi, par exemple, la rigidité du carton plat et la résistance de la boîte sont affectées par l'humidité (Fig. 6.7).
Si le carton recyclé est sélectionné, le technologue en emballage doit également tenir compte des coûts d'impression du carton recyclé et de fabrication de boîtes à partir de celui-ci, ainsi que de la possibilité que la productivité de l'équipement d'emballage soit inférieure, car la qualité diminue à des vitesses plus élevées. De plus, le carton recyclé peut ne pas être assez solide pour produire des conceptions complexes telles que des bouchons d'extrémité et des pattes de verrouillage. Par conséquent, il se peut qu'une qualité plus épaisse de carton recyclé soit nécessaire pour obtenir les performances d'emballage souhaitées, mais dans ce cas, des charges plus lourdes et des caisses d'expédition plus grandes doivent être utilisées.
Dans les cas où il est prévu que les opérations d'emballage seront effectuées manuellement ou sur des équipements semi-automatiques dans un avenir proche, il est souhaitable d'évaluer les perspectives à long terme et de déterminer si une transition vers des équipements automatiques sera effectuée à l'avenir. Par exemple, une boîte avec un loquet sur le fond est idéale pour le chargement manuel et ne peut pas être fermée sur un équipement automatique. Il est nécessaire de développer des cartes d'exploitation, de concevoir des pièces d'équipement d'emballage et de remplissage de manière à ce que lors du passage à des technologies plus complexes, il ne soit pas nécessaire de remplacer les matrices de découpe et les formulaires d'impression, et plus encore tous les équipements d'emballage utilisés.
Le coût est toujours une considération importante et est largement déterminé par le choix de la conception et le type de matériau utilisé. En règle générale, toute amélioration des caractéristiques du carton ou amélioration de l'aspect de sa surface entraîne une augmentation du coût. C'est là qu'un technologue en emballage peut être d'une grande aide pour le service marketing lors de la prise de décisions en matière d'emballage de produits. Il n'y a pas de règles strictes et rapides ici, et le choix final est fait sur une base de compromis. En utilisant les données du tableau. 6.3, une décision peut être prise quant à l'utilisation de carton avec des âmes recyclées ou uniquement de fibres vierges.
Tableau 63 Comparaison des caractéristiques du carton fabriqué à partir de matériau vierge et du carton avec des couches intérieures fabriquées à partir d'un autre matériau (recyclé)
| Les caractéristiques | Panneau de sulfate blanchi solide | Carton avec couches intérieures de fibres recyclées |
| Déformation de la paroi (gonflement) | Lors de l'ouverture de la boîte, les parois se déforment en raison de la moindre rigidité dans le sens longitudinal | La rigidité longitudinale est plus élevée |
| Rilevka | Les lignes de pointage sont maintenues en toute sécurité | Les lignes de marquage perdent leur forme avec le temps |
| Fluer | Petits taux de fluage ; moins de fatigue en compression | Taux de fluage élevé ; fatigue de compression élevée |
| Collage | Nécessite un adhésif synthétique coûteux | Il est acceptable d'utiliser de la colle de dextrine peu coûteuse |
| Uniformité de traitement | Usinage plus uniforme | Manipulation moins uniforme |
Une fois toutes ces questions prises en compte, un facteur aussi important que l'efficacité économique est pris en compte. Bien que la durabilité ait reçu beaucoup d'attention ces derniers temps, la plupart des experts en emballage s'accordent à dire que le choix est toujours fait en faveur de l'option la plus fonctionnelle et la plus économique.
Le concepteur d'emballage doit collaborer avec le concepteur de l'entreprise de fabrication qui fournit les boîtes. Récemment, on a souhaité déterminer les caractéristiques techniques d'un commun accord entre le fournisseur et le client ; le plan de développement de la boîte est également rendu acceptable pour les deux parties. Les fournisseurs de matériaux et les fabricants d'emballages savent que cela prend beaucoup de temps, mais l'effort en vaut la peine.
Les principaux points qui doivent être spécifiés dans les spécifications des boîtes pliantes sont :
- dimensions;
- les matériaux utilisés;
- schéma de rainure.
Les dimensions sont toujours données dans l'ordre suivant : longueur, largeur, profondeur ; ils sont mesurés du milieu d'une ligne de pointage au milieu de l'autre. La longueur est mesurée le long de la charnière du couvercle, la largeur est mesurée de la charnière au rabat plié et la profondeur est mesurée parallèlement au rabat adhésif. Dans le cas d'une structure complexe, il est judicieux de présenter un schéma détaillé.
Il est nécessaire de spécifier avec précision l'épaisseur du carton, sa densité, son revêtement et sa brillance. Les caractéristiques des faces recto et verso sont données, par exemple : carton blanc avec couchage machine, carton gris, carton plat résistant au vrillage, etc. Le type d'impression est également requis. Toutes les couleurs et nuances doivent être indiquées à l'aide de systèmes de codage standard ou présentées sous forme d'échantillons ; en outre, les écarts admissibles par rapport aux normes établies sont indiqués. S'il est nécessaire d'utiliser des peintures brillantes ou de vernir toute la surface de la boîte ou de ses sections individuelles, cela doit être indiqué dans les spécifications techniques. Il est nécessaire de préciser en détail quelles méthodes d'échantillonnage seront acceptées, ainsi que le niveau de qualité requis lors du contrôle de réception.
Lors du développement d'un emballage spécifique, il est tout d'abord nécessaire d'établir les dimensions internes du conteneur, déterminées par la taille des produits emballés. La longueur de chaque taille est légèrement augmentée - généralement de 1/32 à 1/16 de pouce (0,8 à 1,6 mm) - de sorte qu'il y ait un espace entre elle et la boîte. Ensuite, l'épaisseur du carton est sélectionnée; le matériau le plus couramment utilisé est de 18 et 20 points d'épaisseur (0,457 et 0,51 mm). Pour s'assurer que les dimensions choisies sont correctes, à ce stade, il est conseillé de faire un échantillon de l'emballage.
La plupart des grandes usines de cartonnage et même certaines entreprises d'emballage disposent d'un bureau d'études ; Travailler
effectué sur ordinateur. A l'aide d'un système de conception assistée par ordinateur et d'une tablette graphique, un schéma des points critiques du dessin de la boîte est réalisé, qui sont ensuite saisis dans la base de données. L'ordinateur relie ensuite ces points avec des lignes. Un traceur est connecté à l'ordinateur, qui transfère le dessin résultant sur une feuille de carton ou de plastique vinyle. Si l'image est appliquée sur du carton, à l'aide du même traceur, le marquage et la découpe de la pièce peuvent être effectués dans le respect exact des conditions techniques. L'échantillon est ensuite évalué par l'usine d'emballage et le fournisseur de boîtes et approuvé par eux.
Si le traceur imprime sur du vinyle, il est possible d'imprimer la mise en page sur un film polyester transparent, qui est ensuite utilisé comme feuille de montage pour s'assurer que les images sont correctement positionnées par rapport aux détails de la boîte.
Dans les petites usines de conditionnement, il est préférable de faire des échantillons à la main. Les fibres de carton sont presque toujours horizontales, c'est-à-dire qu'elles courent sur les côtés de la boîte, perpendiculairement aux lignes de rainage principales ; cette direction des fibres aide à éviter la déformation (gonflement) le long du bord supérieur et aide à maintenir les côtés principaux plats (Fig. 6.8).
Pour fabriquer une boîte d'échantillons, un alésoir est coupé le long du contour avec des ciseaux ou un couteau, et des lignes de marquage sont appliquées en plaçant le blanc face vers le bas sur une longue longueur de règle de marquage, qui peut être fournie par le fournisseur de la boîte. Cette règle en acier est montée sur un support en bois avec le bord arrondi vers le haut. La pièce est pressée contre la règle de notation par le haut à l'aide d'une barre avec une surface fourchue, qui est dessinée le long du carton le long des lignes tracées avec un crayon. Le bar est en bois massif ; une rainure est faite sur sa surface d'extrémité de 1/16 de pouce de large et de 1/32 de pouce de profondeur (1,6 sur 0,8 mm). Cela crée un bourrelet le long des lignes de rainage qui rompt la rigidité du carton plat dans cette zone, ce qui permet de réaliser des plis nets (voir figure 6.9).

Riz. 6.8. Les fibres du carton courent le plus souvent dans une direction autour de la boîte, perpendiculaire aux lignes principales du rainurage. De ce fait, le matériau a une plus grande rigidité dans l'intervalle d'une ligne de marquage à l'autre. Les bords incurvés offrent une rigidité dans la direction opposée
Riz. 6.9. Le carton est plié dans le sens de la ligne de pointage. Le rouleau formé par la rainure du marqueur et de la découpeuse rompt la liaison entre les couches de papier. Lorsque la feuille est pliée, le carton au niveau de la ligne de pliage se décolle et fait saillie vers l'extérieur sous la forme d'un rouleau, réduisant ainsi la charge sur la couche extérieure du carton. Si cela ne s'était pas produit, la surface extérieure se serait déchirée

Riz. 6.10. Dimensions principales (en pouces) en utilisant une boîte pliante typique comme exemple. Il n'y a pas de normes générales et le nombre de variétés produites est assez important.
De plus, si nous parlons d'une boîte collée, quelle que soit la manière dont l'échantillon a été fabriqué, le flan est plié, de la colle est appliquée, puis la boîte est posée à plat sous la charge et maintenue jusqu'à ce que la colle sèche. À condition que la coupe et le rainage soient correctement effectués, les côtés doivent être situés exactement à angle droit les uns par rapport aux autres, et les valves qui forment les parois d'extrémité et les fixent doivent être insérées dans les fentes ou se tenir dans la position souhaitée sans frottement excessif. Dans de rares cas, il est nécessaire de couper les bords ou d'appliquer de nouvelles lignes de rainurage pour assurer un assemblage plus correct. Cet échantillon peut ensuite être utilisé pour vérifier si les dimensions de la boîte sélectionnées à l'origine correspondent, c'est-à-dire si le contenu tient dans la boîte comme prévu. Les tailles les plus courantes peuvent être trouvées dans la Fig. 6.10 ; la terminologie exacte pour décrire les détails d'une boîte en carton est donnée à la fig. 6.11.
Si les boîtes du type testé sont destinées à être traitées sur des équipements automatiques, il est alors nécessaire que le fournisseur des boîtes fabrique une matrice de poinçonnage. Au moins 500 échantillons doivent être fabriqués, qui sont collés sur une machine à coller industrielle; ils sont testés sur l'équipement pour la production de boîtes. Les échantillons ne doivent pas nécessairement être imprimés, mais doivent être fabriqués à partir du matériau approprié.

Riz. 6.11. Pour assurer une compréhension mutuelle avec les entreprises fournisseurs, les détails des boîtes pliantes doivent être nommés correctement
De nos jours, il existe de plus en plus de programmes d'application variés et les images pour les boîtes sont de plus en plus préparées sur un ordinateur. À l'aide d'un système de conception assistée par ordinateur, le développement de la conception de la boîte peut être effectué en même temps que le travail sur l'image imprimée, et ainsi immédiatement - conformément aux spécifications exactes - l'emballage dans son ensemble est développé. Cependant, les impressions d'ordinateur ne doivent pas être utilisées comme référence pour la correspondance des couleurs lors de l'impression. Le système d'épreuvage utilisé pour valider l'échantillon d'impression et l'encre utilisée doivent être aussi proches que possible de la technologie de processus d'impression sélectionnée, car les méthodes d'impression varient considérablement.
Dans les petites entreprises et les imprimeries où l'emballage est fabriqué à la main, une feuille d'impression test est préparée. Une telle feuille, imprimée à partir d'un tampon, permet de vérifier si le sceau est correctement placé de chaque côté de la boîte en carton.
Les boîtes en carton doivent être emballées dans des caisses d'expédition solides avec environ 15 % d'espace libre pour éviter d'endommager les plis moletés. Si les boîtes sont trop serrées, les côtés opposés seront plaqués l'un contre l'autre, alors qu'il est préférable qu'ils soient légèrement bombés vers l'extérieur, car cela facilite l'ouverture de la boîte avant le remplissage. Les petites boîtes sont de préférence emballées sur des plateaux, mais dans les grandes boîtes, le contenu peut être facilement séparé par des feuilles de carton. Toutes les boîtes d'une pile doivent être empilées dans le même sens, ce qui est particulièrement important si l'assemblage doit être effectué à l'aide d'un équipement automatique. Les boîtes de transport à ces fins sont généralement en carton ondulé; ils doivent être suffisamment solides pour supporter un empilement de 5 à 6 pieds (1,5 à 1,8 m) de haut sans se déformer. Il n'est pas souhaitable de stocker des boîtes collées et assemblées pendant plus de 6 mois, car le carton peut se déformer ou durcir.
Malgré la croissance intensive de l'utilisation des polymères dans l'industrie de l'emballage, le carton et le carton ondulé continuent d'être l'un des matériaux d'emballage les plus largement utilisés. Une variété de boîtes pliantes et de caisses fabriquées à partir de ces matériaux sont actuellement les types d'emballage les plus courants. Leurs avantages incluent :
- faible coût;
- une large gamme de tailles et de conceptions standard ;
- haute fabricabilité à l'aide d'équipements hautement automatisés ;
- la possibilité d'une conception de haute qualité utilisant diverses technologies d'impression et de finition;
- haute fabricabilité de l'assemblage et du remplissage avec des produits;
- haute fabricabilité du transport et du stockage à la fois remplis et vides: les boîtes en carton et en carton ondulé sont des conteneurs pliables, ce qui vous permet de gagner considérablement de l'espace lors du stockage et du transport des boîtes vides.
Aujourd'hui, les boîtes en carton sont largement utilisées pour emballer les aliments, les produits du tabac, les médicaments, les parfums, les produits chimiques ménagers (lessives en poudre), les appareils électroménagers, les chaussures et d'autres types de biens de consommation.
Le carton est généralement utilisé pour l'emballage intérieur ou extérieur des marchandises. Le carton ondulé est généralement utilisé pour les emballages externes et de transport.
Conception de boîtes en carton et en carton ondulé
Lors du développement de la conception des boîtes en carton et en carton ondulé, il est nécessaire de prendre en compte les caractéristiques des produits emballés, les propriétés physiques et chimiques et le prix du matériau d'emballage, ainsi que d'autres facteurs.
Le processus de conception de la boîte comprend généralement les étapes suivantes :
- détermination des principales caractéristiques des caisses : nature et épaisseur du matériau, forme et encombrement ;
- choix des méthodes d'impression et de finition;
- concevoir le développement (découpage) de la boîte;
- test de l'échantillon de boîte et sa coordination avec le client.
Sélection des matériaux
Lors du choix d'un matériau, les facteurs suivants sont pris en compte:
- propriétés protectrices du matériau d'emballage (résistance mécanique, imperméabilité à l'humidité, aux graisses et aux gaz, etc.);
- propriétés technologiques du matériau d'emballage (propriétés de scellage du matériau, maniabilité dans des machines pour la production de récipients, par exemple, aptitude au collage et au soudage, maniabilité lors de l'emballage de marchandises);
- prix matériel.
Le matériau de la boîte doit assurer la stabilité de sa forme pendant le fonctionnement, ce qui détermine la qualité de l'emballage des fonctions de protection et de logistique, en particulier la capacité de la boîte à protéger les marchandises contre les dommages et les pertes, son aptitude à l'empilage
etc. La stabilité de forme de la boîte dépend de sa conception et des caractéristiques mécaniques du matériau à partir duquel elle est fabriquée.
Les caractéristiques mécaniques du carton et du carton ondulé sont déterminées par les facteurs suivants :
- épaisseur de matériau;
- orientation des fibres pour le carton et direction des ondulations pour le carton ondulé ;
- l'humidité du matériau.
L'épaisseur du matériau est choisie en fonction du volume de la boîte et du poids du produit qui y sera emballé. Avec une augmentation du volume de la boîte et de la masse du produit, l'épaisseur de matériau requise augmente.
Lors de la conception de boîtes, il convient de tenir compte du fait que le carton et le carton ondulé diffèrent par l'anisotropie des propriétés mécaniques sur la longueur et la largeur de la feuille (feuille). Dans le sens machine, la résistance et la rigidité de la feuille de carton (bande) sont plus élevées que dans le sens transversal. Avec une augmentation de l'épaisseur du carton, la différence entre les propriétés mécaniques du matériau dans le sens machine et dans le sens transversal augmente. Les propriétés mécaniques du carton ondulé dépendent également de la direction des ondulations.
L'humidité de l'environnement a un effet significatif sur les propriétés du carton et du carton ondulé. Ces matériaux se caractérisent par une hygroscopicité suffisamment élevée et, lorsque l'humidité est absorbée, leurs propriétés mécaniques se détériorent considérablement. Pour protéger les boîtes de l'humidité, un revêtement protecteur peut être appliqué sur leur surface.
Détermination de la forme et des dimensions globales de la boîte
Lors de la détermination de la forme et des dimensions hors tout de la boîte, les exigences suivantes sont prises en compte :
- minimisation de la consommation de matériaux ;
- conformité de la forme et de la taille de la boîte aux exigences de la logistique ;
- fabricabilité de la conception de la boîte pour l'assemblage et l'emballage des marchandises ;
- commodité de la boîte pour le consommateur ;
- apparence attractive.
Lors de la détermination de la forme et des dimensions hors tout de la boîte, il est nécessaire de prendre en compte la pratique de leur unification. L'unification des conteneurs en carton par des tailles et un design standard permet de rationaliser sa production, son transport et son stockage. L'unification des cartons permet de réduire le coût de leur développement, de leur fabrication, favorise l'organisation de la production en série et en série sur des équipements automatisés performants. Les coûts associés à l'emballage des marchandises dans des cartons, au transport, au stockage et à la vente des produits emballés sont également considérablement réduits.
L'unification des conteneurs par tailles standards repose sur un système modulaire, qui s'appuie sur les tailles d'emballages de transport groupé (emballages modulaires) réglementés par des normes : palettes et conteneurs. Actuellement, les palettes standards pour le transport ferroviaire sont de 800x1200 et 600x1200 mm, pour le transport maritime la norme ISO préconise des palettes de 1000x1200 mm. Les dimensions des emballages modulaires sont aujourd'hui déterminantes dans la conception des véhicules de manutention et de transport, le calcul des surfaces des entrepôts, des linéaires des magasins, etc.
Pour profiter de l'unification des conteneurs, l'encombrement des caisses doit être un multiple des dimensions de l'emballage modulaire.
Une exigence importante pour les boîtes en carton est leur aptitude à travailler avec des équipements d'emballage automatisés. La conception de la boîte doit prévoir la possibilité de son assemblage automatique avec l'emballage ultérieur des marchandises dans celle-ci et la formation d'emballages modulaires de groupe.
Choisir une méthode d'impression et de finition
La conception d'impression de haute qualité compense une certaine monotonie de l'emballage unifié, aide à attirer l'attention des acheteurs et stimule ainsi la croissance des ventes de marchandises.
Le choix des méthodes d'impression et de finition est déterminé par les propriétés du matériau de la boîte et son objectif. Naturellement, des exigences beaucoup plus élevées sont imposées à la conception des emballages de consommation qu'à la conception des conteneurs d'expédition. Cependant, du fait que récemment, dans les magasins en libre-service, des marchandises sont mises sur les étagères, y compris dans des conteneurs de transport, la qualité de la conception de ces derniers est également devenue d'une grande importance.
* Appellations élaborées conjointement par la Fédération Européenne des Fabricants de Boîtes en Carton Ondulé (FEFCO) et l'Association Européenne des Fabricants de Carton Ondulé (ASSCO).
Méthodes d'essai pour les boîtes en carton onduléPour déterminer les caractéristiques de performance importantes des emballages en carton ondulé, FEFCO a développé une série de tests de test. Essai de compression de boîte en carton ondulé vide Le test est effectué à l'aide d'un test spécial Pour effectuer le test, vous avez besoin d'un appareil pour déterminer la force de compression, fournissant une erreur ne dépassant pas 2% de la valeur mesurée, ainsi qu'une règle de mesure avec une erreur de ± 1 mm, ou pas plus de 5% de la valeur mesurée. Avant de commencer le test, la boîte en carton est placée sur la plaque inférieure et alignée avec son centre. L'orientation spatiale de la boîte est déterminée en fonction de la tâche de test. Pour le positionnement exact de la boîte sur la plaque, des marquages appropriés doivent être effectués. Après mise en marche du mécanisme de déplacement du ou des plateau(x), le caisson est comprimé. Le test doit être terminé avant la destruction complète de la boîte. La quantité de résistance à la compression (exprimée en Newtons) est mesurée en trois points. Après la fin du test, un protocole est établi, qui indique des informations sur l'emballage, les machines et les appareils utilisés pour les tests, les conditions de test, et enregistre également les résultats. Pour les boîtes composées de plusieurs parties (par exemple télescopiques), l'essai doit être effectué pour chaque partie à tour de rôle, après quoi les résultats sont additionnés.
Test d'impact de chute de boîte en carton ondulé Le test est conçu pour tester la résistance d'une boîte contenant des marchandises aux charges de choc qui se produisent, par exemple, lorsqu'elle tombe. Les résultats du test vous permettent également de déterminer la qualité de la fonction de protection du produit de la boîte. Le test consiste à simuler la chute libre d'une boîte contenant des marchandises emballées sur une surface horizontale. La hauteur de chute et l'orientation spatiale de la boîte sont déterminées en fonction de la tâche de test. La hauteur de chute est mesurée comme la distance la plus courte entre le bas de la boîte et la surface sur laquelle elle tombe. Pour décrire l'orientation spatiale de la boîte, elle spécifie les côtés, les bords ou les coins qu'elle touche. Si l'impact tombe sur une face latérale ou un coin, ils sont indiqués par les numéros des côtés qui les forment. La surface sur laquelle tombe la boîte doit être plane et dure, sa déformation sous l'impact de la boîte doit être négligeable. Pour les tests, il est recommandé d'utiliser une installation spéciale qui vous permet de fixer la boîte à la hauteur requise dans une certaine position, puis de vous assurer qu'elle tombe sans lui donner d'accélération ni d'impulsion de rotation.
Test de stabilité des boîtes en carton onduléaux vibrations à basse fréquence Le test est conçu pour tester la résistance d'une boîte contenant des marchandises aux vibrations à basse fréquence qui se produisent, par exemple, pendant le transport. Le test peut être effectué sur une seule boîte ou sur une pile de boîtes. L'amplitude et la durée de l'impact des oscillations, ainsi que l'orientation spatiale de la boîte, sont déterminées en fonction de la tâche de test. Pour décrire l'orientation spatiale de la boîte, la même notation est utilisée que dans le test de chute (voir ci-dessus). Pour les tests, il est nécessaire d'utiliser une machine à vibration. La boîte est placée sur la table du vibrateur, qui doit avoir une surface horizontale, lisse et solide. Le mécanisme d'entraînement de l'unité vibrante doit fournir des oscillations de table avec la possibilité de régler la fréquence et l'amplitude dans la plage de 2-7 kHz et 5,0-12,5 mm, respectivement. Après la fin du test, l'état de la boîte et son contenu sont vérifiés. Les dommages détectés sont mesurés et enregistrés dans le protocole. Des informations sur l'emballage, l'équipement utilisé dans les tests et les conditions de test sont également indiquées. Test d'impact de boîte en carton ondulé Le test est conçu pour tester la résistance de la boîte avec les marchandises emballées aux charges de choc. Les résultats du test permettent également de déterminer la qualité de la performance du boîtier de la fonction de protection du produit. Le test consiste à simuler l'impact d'une boîte contenant des marchandises emballées sur une surface inclinée.
Pour le test, on utilise une installation, comportant un chariot se déplaçant sur des rails, sur lesquels est posé le coffret. Les rails doivent être posés sur une plate-forme spéciale à un angle de 10° par rapport à l'horizontale. Au point bas, la voie ferrée se termine par un mur incliné, formant un angle de 90° avec son plan. Une fois le caisson installé, le chariot descend le long de la voie ferrée inclinée sous l'action de la gravité. Lorsque le chariot s'approche du point bas du chemin, la caisse heurte la plaque fixée au mur. La surface de la dalle doit être lisse et solide, sa déformation sous l'impact doit être négligeable. Le banc d'essai doit être équipé d'un dispositif de fixation du chariot avant de commencer l'essai à une distance prédéterminée du mur, en fonction de la vitesse souhaitée du chariot avec le boîtier. La vitesse du chariot et l'orientation spatiale de la boîte sont déterminées en fonction de la tâche de test. Pour décrire l'orientation spatiale de la boîte, la même notation est utilisée que dans le test de chute (voir ci-dessus). A la fin du test, l'état de la boîte et son contenu sont vérifiés. Les dommages détectés sont mesurés et enregistrés dans le protocole. Des informations sur l'emballage, l'équipement utilisé dans les tests et les conditions de test sont également indiquées. Détermination de la résistance des joints articulés de la boîteCarton ondulé L'essai est effectué sur une éprouvette rectangulaire découpée dans la boîte à l'aide d'un dispositif d'essai spécial, qui est une presse mécanique ou hydraulique avec un porte-échantillon et une tête de pression en forme de V. La tête de pression doit être entraînée pour se déplacer à une vitesse d'environ 12,5 ± 2,5 mm/min. Le dispositif d'essai doit être équipé d'un dispositif de mesure de la force avec laquelle la tête agit sur l'échantillon d'essai. Pendant l'essai, un échantillon d'essai d'une largeur d'au moins 150 mm est fixé dans l'installation de manière à ce que ses côtés forment un angle de 90º et que le pivot se trouve sous le bord de la tête en forme de V. En descendant, la tête exerce une pression sur le joint tournant. Le test permet de définir la valeur de la résistance maximale de l'émerillon à la rupture. À la fin du test, un protocole est établi, qui indique des informations sur l'échantillon de test et le joint tournant, l'équipement utilisé pour les tests, les conditions de test, et enregistre également les résultats.
|



Conception d'un développement (découpage) d'une boîte
Après avoir choisi le matériau, déterminé les dimensions et la forme globales, un développement est développé - un dessin technologique de la pièce, à partir duquel la boîte sera ensuite assemblée. Le scan doit représenter le côté extérieur (scellé) de la boîte et refléter les caractéristiques du processus technologique de sa fabrication et de son assemblage.
Les éléments du balayage de la boîte peuvent être conditionnellement divisés en principaux et auxiliaires. Les principaux éléments comprennent les parois latérales, ainsi que le fond et le couvercle de la boîte. Des informations graphiques et textuelles peuvent être appliquées aux principaux éléments du scan au cours de sa fabrication. Les éléments auxiliaires de l'alésoir - diverses vannes - servent à fixer les éléments principaux lors de l'assemblage de la boîte.
Les désignations utilisées dans les dessins dépliants de la boîte sont données dans le tableau.
Les dimensions de la boîte doivent être indiquées sur le scan. Selon la pratique établie, lors de la description d'une boîte, ses dimensions globales sont indiquées comme suit :
Longueur (L) x Largeur (B) x Hauteur (H).
Les dimensions sont déterminées en mesurant les dimensions des principaux éléments du développement comme la distance entre les lignes de rainage. Les mesures doivent être effectuées dans des conditions climatiques standard : température 23 °C et humidité 50 %.
Pour les boîtes de conception télescopique, largement utilisées, par exemple, pour l'emballage des chaussures, en plus des trois dimensions hors tout ci-dessus, il est nécessaire de donner la hauteur de la partie supérieure (couvercle amovible). Dans ce cas, la désignation des dimensions hors tout a la forme suivante :
Longueur (L) x Largeur (B) x Hauteur du corps (H) / Hauteur du couvercle (h).
La quatrième dimension doit également être spécifiée pour les boîtes dont les rabats extérieurs se chevauchent. Dans ce cas, la valeur de la zone de recouvrement est donnée :
Longueur (L) x Largeur (B) x Hauteur du corps (H) / Zone de chevauchement (o).
Pour faciliter le processus de conception et de fabrication des boîtes, les principaux types de boîtes sont standardisés.
En Europe, les normes les plus utilisées sont celles élaborées par l'Association européenne des fabricants de carton (ECMA) et la Fédération européenne des fabricants de boîtes en carton ondulé (FEFCO).
Selon la classification ECMA, les boîtes sont réparties dans les groupes suivants :
- groupe A - boîtes rectangulaires avec fermeture à coller;
- groupe B - boîtes rectangulaires avec fermeture avec serrures de différentes conceptions;
- groupe C - boîtes non rectangulaires avec fixation par colle;
- groupe D - boîtes de forme non rectangulaire avec fermeture avec serrures de différentes conceptions;
- groupe E - boîtes en contact direct avec le produit emballé ou destinées à un emballage groupé ;
- groupe F - boîtes dont les dessins ne sont pas inclus dans d'autres
groupes.
Selon la classification FEFCO, les boîtes sont en outre divisées en six groupes :
- groupe 02 - boîtes assemblées à partir d'un balayage et fermées par des vannes. Lors de l'assemblage de telles boîtes, le collage, la couture avec des agrafes, ainsi que la fixation avec du ruban adhésif peuvent être utilisés;
- groupe 03 - boîtes de conception télescopique assemblées en plusieurs parties;
- groupe 04 - boîtes assemblées à partir d'un dépliage, fermées avec des serrures de différentes conceptions;
- groupe 05 - boîtes, ainsi que parties de boîtes, fermées par mouvement mutuel d'éléments structurels;
- groupe 06 - boîtes assemblées à partir de trois flans : un corps et deux parois latérales ;
- groupe 07 - boîtes assemblées à partir d'un dépliage, avec collage.
Le groupe 09 comprend les doublures intérieures, les feuilles de fond, les cloisons et autres parties internes des caisses.
Lors de la conception d'alésoirs, les systèmes de CAO ont trouvé une large application.
Dernières étapes de conception
Une fois le dessin vierge développé, un échantillon de boîte est fabriqué, qui est convenu avec le client. L'échantillon peut être testé, au cours duquel les charges qui se produisent lors du fonctionnement de la boîte sont simulées. Selon les résultats des tests, le matériau peut être modifié ou la conception de la boîte peut être corrigée.
Une fois la conception de la boîte approuvée, un autre échantillon est créé pour convenir avec le client de la conception d'impression de la boîte.
Une étape importante du processus technologique est le développement d'un schéma optimal pour la disposition des découpes de boîtes sur une feuille de carton ou de carton ondulé. Le format de la feuille dépend des caractéristiques de l'équipement d'impression et de finition. L'optimisation de l'emboîtement réduit le coût de la boîte en réduisant les déchets de matériaux et en augmentant la productivité du processus. La qualité de la mise en page caractérise le facteur d'utilisation du matériau, calculé comme le rapport de la surface totale des flans à la surface de la feuille.
Lors du positionnement des flans sur une feuille, il est nécessaire de prendre en compte l'orientation des fibres ou des ondulations du matériau, et également d'essayer d'assurer une répartition uniforme de la pression lors de l'impression et du poinçonnage.
Technologie de fabrication de boîtes en carton et en carton ondulé
Le processus de production de boîtes en carton et en carton ondulé comprend les opérations technologiques suivantes:
- sceller;
- finition;
- perforation;
- Assemblée.
Sceller
Pour l'impression sur carton et carton ondulé, les technologies d'impression offset, flexo et sérigraphie sont les plus couramment utilisées. Le carton ondulé à feuilles est généralement imprimé sur des presses offset à feuilles ou flexographiques. Pour l'impression sur carton, on utilise à la fois des machines offset à feuilles et des machines flexographiques à bobines. La sérigraphie est le plus souvent associée à l'impression offset ou flexo, élargissant les capacités technologiques du processus d'impression.
Finition décorative et protectrice
La finition de l'emballage en carton vous permet de diversifier la conception et d'améliorer ses fonctions opérationnelles. Les méthodes de finition les plus populaires sont : le vernissage, le pelliculage (laminage) et l'estampage à chaud.
Vernissage- le processus d'application de compositions de vernis sur la surface du matériau qui, une fois séchées, forment des films transparents lisses qui améliorent l'apparence des produits et remplissent une fonction protectrice. La laque est appliquée par des machines d'impression rotatives, le vernissage est effectué dans une section non imprimante de la machine d'impression ou sur un équipement spécialisé.
Pelliculage- le processus de création d'un revêtement polymère transparent à la surface du matériau, qui remplit principalement une fonction protectrice. Le laminage de film peut être effectué sur des laminoirs à feuilles et à rouleaux en utilisant différents types d'adhésifs.
Marquage à chaud- le processus de transfert d'un film métallisé ou coloré sur une empreinte sous l'influence d'une pression et d'une température élevée. L'estampage à chaud est une technique de conception efficace et contribue également à augmenter le degré de protection des produits contre la contrefaçon. Pour l'estampage à chaud, des presses à creuset, à plat et rotatives sont utilisées. Dans la pratique, les machines typographiques converties sont souvent utilisées pour l'estampage à chaud.
Les opérations de finition sont effectuées à la fois sur les lignes d'impression et de finition en ligne et sur les équipements d'exploitation.
perforation
Le poinçonnage est un ensemble d'opérations technologiques qui assurent la formation des éléments structurels des boîtes. La qualité du poinçonnage détermine la précision des dimensions géométriques de la boîte, leur résistance et leur durabilité. Pendant le processus de poinçonnage, les opérations suivantes peuvent être effectuées :
- sculpter le contour du balayage de la boîte ;
- marquage des lignes de pliage sur le développement ;
- perforation;
- forger.
découpe conçu pour donner aux flans de boîtes la configuration requise. Les outils de découpe sont des découpeuses plates ou rotatives. La découpe est effectuée sur des presses à creuset, à plat et rotatives. Dans la production à petite échelle et en une seule pièce, les dispositifs dits à navette sont largement utilisés, dans lesquels un tampon avec une pièce posée dessus est enroulé à travers une paire d'impression rotative.
Dans la production de boîtes en carton ondulé à balayage rectangulaire, vous pouvez vous passer de la découpe, car dans ce cas, les fentes pour la formation des rabats de la boîte peuvent être réalisées sur des machines de découpe spéciales - les machines à sous.
notation- dessiner des lignes de pliage sur le matériau sous la forme de rainures extrudées, le long desquelles le pliage sera effectué à l'avenir. Le rainage est conçu pour réduire la rigidité du matériau le long des lignes des futurs plis. Les outils de rainage sont un couteau de rainage et une matrice de rainage. Le rainage peut être plat ou rotatif.
Perforation- couper une chaîne de petits trous. Il peut servir à faciliter le pliage en enlevant l'excédent de matière du pli. En règle générale, la perforation est effectuée avec un couteau dentelé circulaire.
Ritsovka- incision de la surface du matériau. Le ritching est effectué aux endroits où les parties des boîtes sont collées ensemble. En raison de la pénétration de l'adhésif dans l'encoche, une augmentation de la résistance de la liaison adhésive est obtenue.
Après poinçonnage, l'ouverture de la boîte reste reliée à la feuille par des cavaliers, donc, pour la séparer complètement, automatiquement ou manuellement, l'opération de suppression des bavures est effectuée.
Assemblée
Après avoir dénudé le flash et séparé les ébauches de boîtes, elles peuvent soit être emballées et envoyées au client, soit être assemblées.
L'assemblage consiste à plier la boîte et à fixer ses parties, c'est-à-dire à plier une boîte tridimensionnelle à partir d'un flan plat et à fixer sa forme. Pour fixer les pièces de la boîte, la méthode adhésive la plus utilisée peut être facilement automatisée et la fixation mécanique à l'aide de serrures de différentes conceptions.
Pour l'assemblage automatisé des caisses, des lignes d'encollage de plieuses sont actuellement utilisées.
Comme indiqué précédemment, divers outils d'automatisation ont trouvé une large application dans la production de boîtes en carton et en carton ondulé. Lors de la conception de boîtes, la CAO est utilisée, à différentes étapes du processus technologique de fabrication de boîtes, différentes lignes de production sont utilisées, sur lesquelles l'impression, la finition, le poinçonnage et l'assemblage des boîtes sont effectués. L'utilisation de lignes hautement automatisées peut augmenter considérablement la productivité et réduire les coûts de production. En règle générale, ces lignes sont très flexibles et permettent la production de boîtes d'une large gamme de tailles. La possibilité d'automatisation complexe du processus technologique de fabrication de boîtes en carton et en carton ondulé est un avantage important de ce type d'emballage et contribue à maintenir l'une des positions de leader sur le marché de l'emballage.
Cette boîte en sachet est très bonne pour les petits cadeaux et souvenirs, tels que les cosmétiques ou le savon artisanal. En outre, c'est une bonne option pour une utilisation comme bonbonnière lors d'un mariage. Taille finie y compris les poignées 120*80*40 mm.
Pour cette box, j'ai préparé plusieurs fichiers avec des modèles que vous pouvez télécharger depuis le forum de notre site (lien en fin d'article). Après avoir téléchargé et décompressé les fichiers, vous trouverez 4 fichiers dans le dossier qui vous aideront à créer ces jolies boîtes.
Fichier nommé paquet-bw.jpg peut être utilisé par les propriétaires d'une imprimante noir et blanc. Ce fichier contient un schéma de la boîte, que vous pouvez imprimer sur une feuille A4 ordinaire, découper et transférer sur le papier de couleur à partir duquel vous souhaitez créer la boîte. Si possible, vous pouvez imprimer ce modèle directement sur une feuille de papier de couleur à l'envers (dans le cas où le papier est A4).
Pour les propriétaires d'une imprimante couleur et de Photoshop, j'ai préparé des modèles spéciaux avec lesquels vous pouvez imprimer des numérisations couleur prêtes à l'emploi à partir du recto et du verso, puis en faire des boîtes. Ceux. tout ce dont vous avez besoin est du papier épais pour imprimer sur une imprimante. Je recommande d'utiliser du papier Lomond ou Fora d'un grammage d'au moins 180 g/m2. J'utilise du papier Lomond (mat uniface texture lin, 230g/m2). Les fichiers s'appellent Packet-layers-1.pdf, Packet-layers-1.pdf, Packet-layers-1.pdf, c'est à dire. trois alésoirs pour les boîtes que vous voyez sur les photos.
Je vais vous expliquer plus en détail comment imprimer correctement ces scans. Ceux qui ont des imprimantes couleur sont bien conscients du problème du remplissage des cartouches avec de l'encre couleur. Et pour ceux qui n'ont pas de CISS (système d'alimentation en encre continue), cela devient tout un problème. Par conséquent, vous devez imprimer d'une manière qui ne gaspille pas d'encre.
Ainsi, il est nécessaire d'imprimer un scan d'un côté et de l'autre pour qu'ils correspondent. Il est très difficile d'obtenir une correspondance exacte, j'ai donc fait un scan du recto un peu plus large que l'envers.
Donc, je vais décrire étape par étape quoi et comment faire pour ceux qui n'ont jamais travaillé dans Photoshop.
1.
Ouvrez l'un des trois fichiers, par exemple package-layers-1.pdf. Si le panneau Calques n'est pas ouvert, appuyez sur F7. Dans le panneau "Calques", vous voyez deux calques, sur le "fond" il y a un scan pour le mauvais côté, sur "Calque 1" - pour le devant.
2. Tout d'abord, imprimez le recto de la numérisation en insérant une feuille de papier dans l'imprimante avec le recto et en sélectionnant l'onglet "Fichier-Afficher et Imprimer-Imprimer" dans le menu. Assurez-vous de noter quel bord vous avez inséré le papier (marquez avec un crayon sur le bord).
3.
En cliquant sur le bouton "œil", marqué sur l'image d'un cercle rouge, nous rendons le calque avec le recto inactif, et le calque avec le mauvais côté devient visible.


4. Imprimez maintenant le mauvais côté du scan. Mais vous devez d'abord retourner le papier du mauvais côté et l'insérer dans l'imprimante avec le même bord. Et assurez-vous d'afficher l'image horizontalement. Pour cela, rendez-vous dans le menu "Image - Faire pivoter le canevas - Afficher le canevas horizontalement".

5. On imprime l'envers en cliquant sur le menu "Fichier-Affichage et Imprimer-Imprimer". Tout, notre scan est prêt. Il reste à le découper, à faire une vingtaine de pointillés et à les plier. Nous collons la boîte, si vous le souhaitez, faites des trous marqués sur le gabarit.



