Конструкції складних картонних коробок. Коробочки-чарівниці Розгортка коробки з картону в ізометрії
Любите робити подарунки своїми руками? Шукайте нові ідеї для їхнього пакування? Тепер ви дізнаєтеся, як виконується коробочка з картону своїми руками. Схеми, наведені у тексті, можуть бути роздруковані та використані у незмінному вигляді. Якщо ви любите привносити щось своє, доопрацюйте їх за бажанням.
Яку форму вибрати
Можливо, ви ніколи не здогадувалися, наскільки легко та швидко робиться коробочка з картону своїми руками. Схеми і заготівлі бувають різні, відповідно, і остаточна конфігурація виробів сильно відрізняється. Часто кажуть, що гарна упаковка вже половина подарунка. Якщо ви хочете здивувати вашим сувеніром, придумайте незвичайну форму коробки. При цьому навіть не декорована додатково, а просто виготовлена з кольорового листа упаковка виглядатиме ефектно.
У тому випадку, коли ви не хочете, щоб увага відволікалася на упаковку, але вона потрібна просто для збереження та зручності транспортування, достатньо буде звичайної форми у вигляді куба або паралелепіпеда. Проте варто врахувати, що ви готуєтеся до свята, тому добре додати до звичайної конфігурації гарний декор. Будь-який з варіантів може бути використаний, а виконати коробку за готовим шаблоном не складе труднощів, навіть якщо ви ніколи цього не робили.
Що потрібно
Вам потрібно підготувати наступне, щоб у вас вийшла гарна коробочка з картону своїми руками:
- Схеми, чи, як їх ще називають, розгортки.
- Картон (білий, кольоровий, декоративний).
- Принтер або якщо будуватимете шаблон самостійно.
- Ножиці або ножем.
- Спицю, ручку, що не пише, або подібний інструмент, щоб викреслювати невидимі канавки по майбутніх лініях згину.
- Клей чи термопістолет.
- Декоративні елементи (атласні стрічки, наклейки, бантики, квіти).
Як бачите, робота зі створення красивої упаковки особливих клопотів не завдасть. Складних пристроїв не потрібно. Якщо у вас немає термопістолета та принтера, цілком можна обійтися і без них, використавши самостійну побудову розгортки коробки за допомогою олівця та лінійки та склеювання звичайним ПВА або складом швидкої фіксації.

Технологія виготовлення
Розглянемо, як робиться подарункова із картону. Схема роботи буде такою:
- Знайдіть відповідний вам конфігурації шаблон.
- Роздрукуйте його на принтері або відразу на великому форматі картону, якщо є така можливість, або на паперових аркушах, які можна склеїти і перенести шаблон на заготовку картону. Найзручніше, звичайно, працювати з коробками, розгортки яких вміщуються на формат А3 або навіть формат А4. Зазвичай, це максимальні можливості стандартного домашнього принтера.
- Отже, перед вами отриманий у будь-який спосіб шаблон упаковки. Виріжте його з листа по контуру і виконайте надрізи у потрібних місцях, де відбуватиметься склейка.
- Візьміть спицю або інструмент, який ви підготували, і проведіть їм уздовж усіх ліній, де проходитимуть згини. Робити це краще на зворотному боці, а не на лицьовій. На професійному сленгу ця операція називається біговкою, і в друкарнях її, звичайно, виконує машина. Такі канавки запобігають зминання картону під час фальцювання, тобто згинання. Так що не нехтуйте їй, інакше коробка може вийти неакуратною та деформованою.
- Зробіть згини за відповідними напрямними.
- Склейте об'ємну форму із плоскої заготовки.
- Прикрасьте упаковку зав'язками у вигляді атласних стрічок, бантом або чимось іншим.
Коробочка з картону своїми руками: схеми
Квадратна упаковка найчастіше використовується. Варіанти бувають різні, як цілісні, так і складаються з двох деталей – основи та кришки. Простіше робити коробки з однієї деталі. Закриватися така упаковка може на зав'язках або за допомогою картонного "язичка", що йде у проріз у протилежній частині коробочки. Нижче наведено простий варіант упаковки у формі кубика.

Як бачите, в основі розгорнення – квадрат. Верх виробу виглядає у вигляді "даху" у зібраному стані. Для скріплення чотирьох деталей верху можна використати гарну стрічку.
Коробочка з картону своїми руками: схеми прості, але незвичайні
Якщо ви хочете зробити упаковку незвичайної форми, скористайтеся однією з наведених нижче моделей. На першому фото показаний найпростіший варіант. Його дуже легко зробити, тому що потрібно виконати лише чотири згини. Вгорі коробочка збирається за рахунок прорізу і елемента кріплення, що входить до неї.

Якщо у вас є трикутна форма сувеніра, використовуйте наступну упаковку. Розгортка хоч і виглядає досить складною, складання відбувається легко і швидко. Головне – акуратно зробити лінії згину. Елементи склейки невеликі, виконані у вигляді трикутників.

За наступним шаблоном може бути зроблена красива округла коробочка з картону своїми руками. Схема також проста і зрозуміла. Найважливіше - рівно провести дугоподібні лінії згинів. Від цього залежить, як акуратно складеться форма упаковки.

Чим прикрасити коробку
Ви розібралися з технологією створення основи, але для подарунка не підійде біла упаковка. Вона має доповнювати та прикрашати ваш сувенір. Перетворити звичайну коробку на шедевр художньої майстерності можна такими способами:
- Вибрати гарний картон або щільний папір (дизайнерський або для дитячої творчості). Листи бувають металізованими, перламутровими з тисненням, візерунками та іншими варіантами декору.
- Вирізати другу розгортку коробки з тонкого пакувального або іншого паперу, що використовується в прикладній творчості, та приклеїти зверху основи. Цей варіант підійде, коли вам потрібно зробити коробку з дуже щільного картону, знайти який із декоративною поверхнею немає можливості.
- Нанести на коробку малюнки або візерунки фарбами за допомогою пензлів, трафаретів, використовуючи наклейки, серветки для декупажу.
- Якщо ви маєте комп'ютерні графічні редактори на високому рівні, можете придумати власний дизайн коробки, доповнивши вибраний контур перед друком будь-якими зображеннями, у тому числі фотореалістичними, наприклад, навіть із самим іменинником. Той, кому ви вручите такий подарунок, буде здивований. Слід враховувати тільки те, що, якщо ви збираєтеся друкувати на кольоровому картоні, всі ваші картинки набудуть відповідного відтінку, тому доведеться або виконувати корекцію кольору заготовки, або не використовувати кольори, зміна яких неприпустима (портретні фото).
Варіантів декорування виробу так багато, як і можливих схем-розгорток. Добре комбінувати різні ідеї.
Отже, ви побачили, як просто робиться коробочка з картону своїми руками. Схеми, наведені вище, легко використовуватиме створення красивої упаковки для сувеніра до будь-якого свята. Масштабуючи шаблони, можна робити однакові формою коробки різного розміру. Творіть, прикрашайте, дивуйте своєю майстерністю друзів та родичів.
Повним ходом триває підготовка другого випуску серії «Подарунка» своїми руками» - навчального набору «Романтична колекція». 35 моделей чарівних коробочок на будь-який смак із підготовленими для друку розгортками та покроковими схемами складання – найближчими днями, друзі, ви зможете поповнити ними свої пакувальні колекції. Сама дивлюся на них і розчулююся))) Ось, не втрималася, захотіла продемонструвати вам пару коробулек прямо зараз.
І, звичайно, розкрию всі карти, як зробити такі подарункові коробочки своїми руками. А робляться вони дуже просто.
Перш, ніж почнемо, скачайте розгортки:
Як відкрити PDF-файл?Інструкція.
Для виготовлення коробочокзнадобляться:
- канцелярський ніж та лінійка,
- Ножиці (можна навіть і без них),
- інструмент для біговки (наприклад, в'язальна спиця, циркуль, шило тощо),
- дірокол,
- Стрічки, тесьма або декоративний шнур.
Не потрібно ні двостороннього скотчу, ні клею.
Отже, роздрукуємо та виріжемо розгортку. Давайте першою зберемо коробочку в яскравому сонячному забарвленні (не придумала коробочкам назви, залишаю це на вашу фантазію:))

Цю коробочку (як і другу) я «розфарбувала» у графічному редакторі (використовувала фон із безкоштовного скрап-набору Cheerful від Fanta Ymoments — Scraps and more), а роздрукувала на звичайному ватмані.
Отвори можна пробити звичайним канцелярським дироколом, пробійником для паперу або установником люверсів — у кого є.

Тепер складемо половинки внутрішньої коробки, з'єднавши їх за допомогою засувки.

І, нарешті, просмикнемо стрічку в отвори і зав'яжемо гарний бантик.

Друга коробочка збирається не менш просто:


Після того, як пробігали і прогинали, просунемо стрічку в отвори, як показано на фото:

Акуратно затягуємо стрічку та зав'язуємо бантик.

Всього 10-15 хвилин - і 2 чудові подарункові коробочки готові!


Найближчим часом я представлю вам усю колекцію коробочок з другого випуску серії Подарункова упаковка своїми руками. На цей раз у набір, крім комплекту якісних розгорток (у PDF та PSD форматах), включені 3 майстер-класиз декорування коробочок у різних техніках: художнє вирізання, скрапбукінг та квіллінг, — від Ольги Качуровської, Євгенії Ярової та Катерини Шкодовської.
Політика конфіденційності
Оформивши підписку на розсилку, ви зможете отримувати інші безкоштовні матеріали для паперової творчості, а також інформацію про новинки, знижки та акції в Магазині КАРТОНКІНО (відписатися від розсилки можна буде будь-якої миті).
- Попереду багато цікавого!
До нових зустрічей на КАРТОНКІНО!
Існують найрізноманітніші види складаних коробок. Найбільш поширеною конструкцією є картонна коробка, дно та верх якої не примикають до загальної сторони; при її складання картонна розгортка згинається по чотирьох паралельних лініях, одна з яких відокремлює вузький клапан (утворюючий фабричний шов), який приклеюється, і заготовка набуває форми рукава. Краї висікаються як клапанів, ними наносяться лінії рилевки; потім ці клапани закриваються та фіксуються по краю рукава, і в результаті утворюється закрита упаковка.
Рис. 6.2. Показані тут основні типи складних картонних коробок мають багато різновидів. На малюнку зображені плоскі заготовки, що висікаються; на них наносяться лінії рилевки, а потім коробка збирається та склеюється. Клейовий клапан зазвичай висікається разом із задньою стороною коробки, щоб після склеювання відкритий зріз картону був направлений назад (показана зовнішня сторона, також звана стороною штампа)
Коробка з дном, що склеюється, дуже схожа на описаний вище тип, але обидва дна після фасування заклеюються. На рис. 6.2 показано різні форми клапанів дна. Нижні клапани часто забезпечують спеціальними замками, щоб не дати важким товарам випасти при піднятті коробки. Посилочні коробки мають додаткові прорізи та язички, що не дозволяють упаковці розкритися в дорозі.
Ми привели лише основні різновиди, на основі яких талановитий дизайнер може створити безліч нових модифікацій. Упаковка може мати різні вирізи і деталі, що виступають, що дозволяє споживачеві краще розглянути продукцію або забезпечує певне розташування товару всередині коробки. При включенні додаткових деталей (перфорації та шарнірних з'єднань, язичків та прорізів, підставок-пюпітрів та манжет) собівартість підвищується незначно або взагалі не змінюється. Саме така різноманітність конструкції робить складну коробку такою зручною.
Вибір конструкції та матеріалів для коробки визначається типом продукції та міркуваннями маркетингу конкретної продукції. Якщо упаковка виконує виключно утилітарні функції (наприклад, служить для зберігання продукції) або поставляється на промислові підприємства або організації, то при прийнятті рішень в першу чергу враховують собівартість. У цьому випадку проблема зводиться до того, щоб використовувати найтонший сорт картону, допустимий у даному випадку, і розрахувати мінімальну за площею розгортку.
Зростання чи зниження міцності картону залежно від його товщини наведено у табл. 6.2, і навіть на графіках, представлених на рис. 6.3, 6.4 та 6.5. Після того, як сформульовані технічні вимоги, необхідно провести випробування, що підтверджують придатність вибраної конструкції. Особливу важливість мають випробування на падіння та вібростійкість; проводити їх слід в умовах, максимально наближених до експлуатаційних, тобто помістивши в коробку вміст, для якого вона призначена, та запакувавши в транспортну тару стільки коробок, скільки планується перевозити в ній на практиці.
| Об'єм коробки, куб. дюймів | Вага вмісту, фунтів | Товщина картону, дюймів. |
| до 20 | до 0,25 | 0,018 |
| від 20 до 40 | від 0,25 до 0,50 | 0,020 |
| від 40 до 60 | від 0,50 до 0,75 | 0,022 |
| від 60 до 80 | від 0,75 до 1,00 | 0,024 |
| від 80 до 100 | від 1,00 до 1,25 | 0,026 |
| від 100 до 150 | від 1,25 до 1,50 | 0,028 |
| від 150 до 200 | від 1,50 до 2,00 | 0,030 |
| від 200 до 250 | від 2,00 до 2,50 | 0,032 |
| від 250 до 300 | від 2,50 до 3,75 | 0,036 |
| від 300 до 375 | від 3,75 до 5,00 | 0,040 |
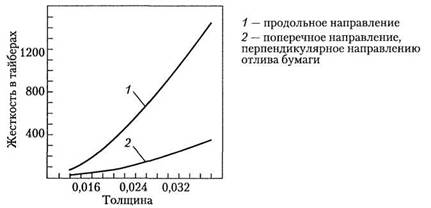
Рис. 6.3. Жорсткість картону визначається модулем пружності (модулем Юнга), довжиною волокон та поперечним перетином листа. Поодинокі волокна деревної целюлози мають модуль пружності близько 500 000 psi (фунтів на кв. дюйм) (3,448 МПа). Так як більша частина волокон розташована паралельно напрямку відливу паперу (поздовжньому напрямку), жорсткість у цьому напрямку вища. При збільшенні товщини листа момент інерції збільшується пропорційно квадрату відстані від центру листа до зовнішньої поверхні. Отже, найбільшою мірою жорсткість визначається зовнішніми шарами
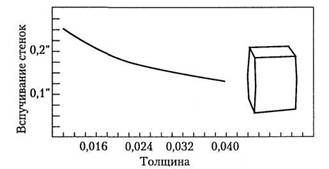
Рис. 6.4. При упаковці сипучої продукції великі коробки їх стінки деформуються і спучуються під внутрішнім тиском вмісту. Найважливішим фактором є площа сторони. На графіку видно, що збільшення товщини картону лише трохи знижує спучування стінок.
Однією з вимог, що висуваються до складної картонної коробки, є її привабливість для покупця, проте необхідно враховувати інші чинники. Насамперед слід розглянути спосіб викладання продукції. Упаковка має бути стійкою, не падати з полиці в магазині. Лицьова сторона коробки повинна вдало виглядати і в тому випадку, коли на полицях у торговельній мережі виставлено безліч коробок. Необхідно, щоб розмір упаковки (порівняно з розміром товару) був солідним, але при цьому не вводив споживача в оману. На рис. 6.6 показано на прикладі картонної коробки для м'якої туби, як визначити найбільш відповідний для неї розмір.

Рис. 6.5. При транспортуванні на картонну коробку впливають переважно стискаючі зусилля. На графіці показано, як зростає міцність картону зі збільшенням його товщини. Як приклад розглядається максимальне навантаження (у фунтах) у напрямку зверху вниз, яке може витримати картонна коробка розміром 210×76×279 мм
Розмір картонної коробки має відповідати стандартній висоті полиць у магазині. Якщо в торговельній мережі товар зазвичай вивішують на консолях, то коробку необхідно забезпечити підвісною петелькою або подовжити одну зі сторін і зробити в ній отвір відповідного розміру. Споживачу має бути неважко взяти упакований товар із полиці та тримати його в руках. Тяжка картонна коробка може забезпечуватися ручкою, що висікається з тієї ж розгортки. Забезпечити хороший рівень продаж може допомогти вікно на коробці, через яке видно її вміст або якісне зображення упакованої продукції.
У сфері розміщення упакованої продукції на полицях магазинів теж відбуваються зміни. Протягом тривалого часу в роздрібній торгівлі картонні коробки по можливості розміщувалися (і друк також виконувався відповідним чином) лицьовою стороною у напрямку споживача - назовні та вгору, що дозволяло привернути більшу увагу до виставленого товару. Іноді коробка розрахована на горизонтальне розташування на полиці (причиною може бути те, що товар у цьому випадку краще виглядає, а іноді і можливість укладання коробок у два шари), і трапляється навіть, що кмітливі розробники упаковки задіють вже готовий тип коробки, який використовується. або іншою компанією для продукції, що вертикально виставляється. Але в той же час кількість різноманітної продукції, що пропонується в магазинах, особливо в супермаркетах, все збільшується, і багато менеджерів магазинів воліють, щоб лицьова сторона мала меншу площу, оскільки це дозволяє виставити на полиці більшу кількість видів продукції. За місце на полиці йде постійна конкуренція.
До використання коробок із п'ятою стороною слід підходити вкрай обережно. З точки зору привернення уваги до товару на полиці вони справді ефективні, але для їх виробництва потрібно більше картону, вони можуть створювати проблеми при обробці на технологічній лінії, а також при упаковці у транспортні ящики. Разом з тим, такі коробки можуть виявитися абсолютно необхідними для упаковки дрібних предметів, які в іншому випадку ризикують просто залишитися непоміченими.
Рис. 6.6. Формула Брістоля-Лунда (Bristol-Lund)використовується для розрахунку найбільш відповідного розміру картонної коробки для м'якої туби (при цьому, як правило, дотримується і правило про неприпустимість упаковки, що створює невірні уявлення про товар)
У деяких випадках з метою запобігання дрібним крадіжкам необхідно зробити коробку досить великою, щоб її не можна було сховати в руці або покласти всередину іншої коробки. З тієї ж причини краще приклеювати клапани коробки, тому що в іншому випадку злодій може вийняти товар і повернути на полицю порожню упаковку.
Хороший зовнішній вигляд упаковки в роздрібній мережі визначається міцністю самої коробки, якістю картону і типом друку. Недоцільно заощаджувати за рахунок використання менш якісного матеріалу, який швидко втратить товарний вигляд.
Після того, як будуть враховані маркетингові аспекти, подальше прийняття рішень про вибір матеріалів та про конструкцію коробки має здійснюватися на основі розгляду призначення упаковки та вимог до її собівартості; аналіз окремих аспектів має здійснюватися поетапно.
Оскільки різні фабрики випускають неоднаковий картон, інженеру з упаковки має сенс насамперед визначити маркетингові та технічні вимоги до коробки, що розробляється, а потім підібрати той тип картону, який найбільш їм відповідає.

Рис. 6.7. Під впливом погодних явищ та умов зберігання міцність картону може зменшитися вдвічі
Далі необхідно з'ясувати, чи буде даний матеріал у наявності в необхідній кількості та у певний період часу. Так, наприклад, поступово знімаються з виробництва важкі сорти макулатурного картону товщиною понад 30 пунктів (0,8 мм), а також особливо важкі сорти суцільного сульфатного біленого картону. (SBS),що застосовується в даний час тільки для коробок для молока. Інші матеріали, наприклад, картон товщиною 10 пунктів (0,25 мм), а також гофрокартон профілю Е і F(який іноді застосовується для виробництва складних коробок підвищеної міцності), у деяких регіонах дістати буде дуже складно. Іншим фактором є погодні умови. Так, наприклад, на жорсткість коробкового картону та міцність коробки впливає вологість (рис. 6.7).
Якщо вибирається макулатурний картон, технологу з упаковки слід підрахувати витрати на друковану обробку макулатурного картону та виготовлення з нього коробок, а також врахувати можливість того, що продуктивність пакувального обладнання буде нижчою, тому що на більш високих швидкостях якість знижується. Крім того, макулатурний картон може виявитися недостатньо міцним для деяких складних конструкцій, наприклад торцевих фіксаторів і фіксаторів з вставними язичками. В результаті може виявитися, що для забезпечення необхідних експлуатаційних характеристик упаковки може знадобитися товстіший сорт макулатурного картону, але в цьому випадку доведеться перевозити більш важкі вантажі та використовувати транспортні ящики більшого розміру.
У випадках, коли передбачається, що в найближчому майбутньому пакувальні операції проводитимуться вручну або на напівавтоматичному устаткуванні, бажано оцінити довгострокові перспективи та визначити, чи буде надалі здійснюватися перехід на автоматичне обладнання. Так, наприклад, коробка із замковою клямкою на дні ідеально підходить для ручного завантаження і не може закриватися на автоматичному устаткуванні. Розробляти операційні карти, проектувати упаковку та деталі фасувальної техніки слід таким чином, щоб при переході на більш складні технології не потрібно замінювати висічні штампи та друкарські форми, а тим більше все застосовуване пакувальне обладнання.
Собівартість завжди є важливим аспектом, і багато в чому визначається вибором конструкції і типу використовуваного матеріалу. Як правило, будь-яке вдосконалення характеристик картону або поліпшення зовнішнього вигляду поверхні призводить до зростання собівартості. Саме в цій сфері технолог з пакування може надати важливу допомогу відділу маркетингу, коли приймаються рішення про пакування товару. Тут немає будь-яких непорушних правил, і остаточний вибір робиться на компромісній основі. З допомогою даних табл. 6.3 можна прийняти рішення про те, чи слід використовувати картон із внутрішніми шарами з вторинних матеріалів або що складається виключно з первинних волокон.
Таблиця 63.Порівняння характеристик картону з первинного матеріалу та картону з внутрішніми шарами з іншого (переробленого) матеріалу
| Характеристики | Суцільний вибілений сульфатний картон | Картон із внутрішніми шарами з вторинних волокон |
| Деформація стінок (спушування) | При відкритті коробки стінки деформуються через меншу жорсткість у поздовжньому напрямку. | Жорсткість у поздовжньому напрямку вище |
| Рилівка | Лінії рилевки тримаються надійно | Лінії рилювання з часом втрачають форму |
| Повзучість | Невеликі темпи повзучості; менше виявляється втома при стисканні | Висока швидкість повзучості; велика втома при стисканні |
| Склеювання | Потрібен дорогий синтетичний клей | Допустимо використання недорогого декстринового клею |
| Рівномірність обробки | Більш рівномірна машинна обробка | Обробляється менш рівномірно |
Після того, як будуть розглянуті всі ці питання, враховується такий важливий фактор, як економічна ефективність. Хоча екологічної безпеки останнім часом приділяється досить велика увага, більшість фахівців з упаковки згодні з тим, що вибір завжди робиться на користь найбільш функціонального та економічного варіанту.
Розробнику упаковки необхідно співпрацювати з дизайнером компанії-виробника, яка постачає коробки. Останнім часом спостерігається прагнення визначення технічних характеристик за взаємною згодою постачальника і замовника; План розробки коробки теж стає прийнятним для обох сторін. Постачальники матеріалів та виробники упаковки знають, що для цього потрібно багато часу, але ці зусилля цілком виправдані.
Основними моментами, які необхідно вказати в технічних характеристиках складних картонних коробок, є:
- розміри;
- використовувані матеріали;
- схема рилювання.
Розміри завжди наводяться у такому порядку: довжина, ширина, глибина; вимірюються вони від середини однієї лінії рилевки до середини іншої. Довжина вимірюється вздовж шарнірного з'єднання кришки, ширина - від шарнірного з'єднання до клапана, що підгинається, а глибина - паралельно клейовому клапану. У разі складної конструкції є сенс представити докладну схему.
Необхідно точно вказати товщину картону, його щільність, покриття та глянець. Наводяться характеристики як лицьової, так і оборотної поверхні, наприклад: білий картон з машинним крейдуванням, сірий картон, перегибостійкий коробковий картон тощо. Обов'язково вказується і тип друку. Всі кольори та відтінки повинні позначатися за допомогою стандартних систем кодування або подаватися у вигляді зразків; крім того, вказуються припустимі відхилення від встановлених стандартів. Якщо необхідно використання глянцевих фарб або лакування всієї поверхні коробки або її окремих ділянок, це слід вказати в технічних характеристиках. Необхідно докладно обговорити, які методи вибіркового контролю прийматимуться, а також рівень якості, необхідний при приймальному контролі.
При розробці конкретної упаковки в першу чергу слід встановити внутрішні розміри контейнера, що визначаються величиною продукції, що упаковується. Довжина кожного розміру трохи збільшується - як правило, на величину від 1/32 до 1/16 дюйма (від 0,8 до 1,6 мм), щоб між ним і коробкою був зазор. Потім вибирається товщина картону; найчастіше використовується матеріал товщиною 18 та 20 пунктів (0,457 та 0,51 мм). Щоб переконатися у правильності вибраних розмірів, на цьому етапі бажано зробити зразок упаковки.
Більшість підприємств, що виробляють картонні коробки, і навіть у деяких пакувальних підприємствах є конструкторське бюро; робота
здійснюється на комп'ютері. За допомогою системи автоматизованого проектування та графічного планшета робиться схема критичних точок креслення коробки, які потім вводяться до бази даних. Після цього комп'ютер з'єднує ці точки лініями. До комп'ютера підключений плотер, який переносить отримане креслення на лист картону або вінілового пластику. Якщо зображення наноситься на картон, то за допомогою того ж плоттера може бути з точним дотриманням технічних умов виконана рилевка та висікання заготовки. Потім зразок оцінюється як пакувальним підприємством, так і постачальником коробок і отримує їх схвалення.
Якщо плоттер наносить зображення на вініл, то можна виконати друк макету на прозорій плівці з поліестеру, який потім використовується як монтажний лист для забезпечення правильного розташування зображень щодо деталей коробки.
На невеликих пакувальних підприємствах краще робити зразки вручну. Волокна картону майже завжди розташовуються горизонтально, тобто проходять навколо боків коробки, перпендикулярно до основних ліній рилевки; такий напрямок волокон допомагає уникнути деформації (спучування) по верхньому краю та допомагає залишитися плоскими основним сторонам (рис. 6.8).
Щоб зробити зразок коробки, розгортку вирізають по контуру ножицями або ножем, а лінії рилевки наносять, поклавши заготовку лицьовою стороною вниз на довгий відрізок лінійної рилювки, яку може надати постачальник коробок. Ця залізна лінійка закріплюється на дерев'яній підставці закругленим краєм нагору. Заготівля притискається до лінійної лінійки зверху за допомогою бруска з роздвоєною поверхнею, яким проводять по картону вздовж проведених олівцем ліній. Брусок виготовляється з твердої деревини; на його торцевій поверхні робиться жолоб шириною 1/16 дюйма та глибиною 1/32 дюйма (1,6 на 0,8 мм). Таким чином, уздовж ліній рилевки утворюється валик, що порушує жорсткість коробкового картону в цій зоні, завдяки чому стає можливим виконати акуратні згини (див. рис. 6.9).

Рис. 6.8. Волокна картону найчастіше йдуть у напрямку навколо коробки, перпендикулярно основним лініям рилювання. Завдяки цьому матеріал має більшу жорсткість у проміжку від однієї лінії рилевки до іншої. Відігнуті краї забезпечують жорсткість у протилежному напрямку
Рис. 6.9. Картон згинається за напрямком від лінії рилевки. Валик, утворений за допомогою жолобка рилювально-висікального преса, обриває зв'язок між шарами паперу. Коли лист згинається, картон на лінії згину розшаровується та виступає назовні у формі валика, тим самим зменшуючи навантаження, що впливає на зовнішній шар картону. Якби цього не сталося, зовнішня поверхня розірвалася б

Рис. 6.10. Основні розміри (в дюймах) з прикладу розгортки типової складної коробки. Загальних стандартів не існує, і кількість різновидів, що випускаються, досить велика
Далі, якщо йдеться про клеєну коробку, то незалежно від того, яким способом був зроблений зразок, заготовка складається, наноситься клей, і потім коробку укладають у плоскому положенні під вантаж і витримують до висихання клею. За умови правильного виконання висікання і рилевки сторони повинні розташуватися точно під прямим кутом один до одного, а клапани, що утворюють торцеві стінки і фіксують їх, засовуються в прорізи або встають у потрібне положення без зайвого тертя. У окремих випадках доводиться підрізати краї чи наносити нові лінії рилевки задля більш правильної сборки. Потім цей зразок може використовуватися для перевірки того, наскільки підходять спочатку обрані розміри коробки, тобто чи міститься в ній вміст так, як це розраховувалося. Найбільш поширені розміри можна знайти на рис. 6.10; Точна термінологія для опису деталей картонної коробки наводиться на рис. 6.11.
Якщо коробки типу, що випробовується, призначені для обробки на автоматичному обладнанні, то необхідно, щоб постачальник коробок виготовив вирубний штамп. Слід зробити як мінімум 500 зразків, які склеюються на промисловій склеювальній машині; вони випробовуються на устаткуванні виробництва коробок. Друк на зразках виконувати не обов'язково, але вони мають виготовлятися з відповідного матеріалу.

Рис. 6.11. Щоб забезпечити порозуміння з підприємствами-постачальниками, деталі складних картонних коробок слід називати правильно
В даний час з'являється все більше різноманітних прикладних програм, і зображення для коробок все частіше готуються на комп'ютері. При використанні системи автоматизованого проектування розробка конструкції коробки може проводитися спільно з роботою над друкованим зображенням, і таким чином відразу відповідно до точних технічних умов розробляється упаковка в цілому. Проте не слід використовувати комп'ютерні роздруківки як зразок для вибору кольору під час друку. Система отримання пробних відбитків, що використовується для затвердження зразка відбитка і фарби, повинна максимально відповідати вибраної технології друкованого процесу, так як методи друку сильно відрізняються.
На невеликих підприємствах та в друкарнях, де упаковка виготовляється вручну, готується пробний друкований аркуш. Такий аркуш, надрукований зі штампу, дозволяє перевірити, чи правильно розміщується друк на кожній стороні картонної коробки.
Картонні коробки повинні упаковуватись у міцні транспортні ящики, в яких має залишатися близько 15 % вільного простору, щоб не пошкодити згини з насічкою. Якщо коробки будуть упаковані занадто щільно, то протилежні сторони виявляться притиснутими один до одного, тоді як краще, щоб вони злегка вигинаються назовні, так як це полегшує відкриття коробки перед фасуванням. Невеликі коробки переважно пакувати на лотках, але у великих ящиках вміст досить просто розділити листами картону. Всі коробки укладання повинні бути укладені в одному напрямку, що особливо важливо, якщо складання буде здійснюватися за допомогою автоматичного обладнання. Транспортні ящики цих цілей виготовляють зазвичай з гофрокартона; вони повинні бути досить міцними та витримувати штабелювання заввишки 5-6 футів (від 1,5 до 1,8 м) без деформації. Небажано зберігати склеєні та зібрані коробки протягом більше 6 міс., оскільки картон може коробитися або тверднути.
Незважаючи на інтенсивне зростання використання в пакувальному виробництві полімерів, одними з найбільш широко застосовуваних тарних матеріалів продовжують залишатися картон і гофрокартон. Різноманітні складні коробки та ящики, що виготовляються з цих матеріалів, є нині найпоширенішими видами тари. До їх переваг відносяться:
- низька вартість;
- широкий ряд типорозмірів та конструкцій;
- висока технологічність виготовлення із застосуванням високоавтоматизованого обладнання;
- можливість високоякісного оформлення з використанням різних технологій друку та оздоблення;
- висока технологічність складання та заповнення продукцією;
- висока технологічність транспортування та зберігання як у наповненому, так і в порожньому стані: коробки з картону та гофрокартону є складною тарою, що дозволяє значно економити місце при зберіганні та транспортуванні порожніх коробок.
Сьогодні коробки з картону широко використовуються для пакування продуктів харчування, тютюнових виробів, ліків, парфумерної продукції, побутової хімії (пральних порошків), побутової техніки, взуття та інших видів споживчих товарів.
З картону зазвичай виготовляється внутрішня чи зовнішня упаковка товару. Гофрокартон, як правило, застосовується для зовнішньої та транспортної упаковки.
Проектування коробок з картону та гофрокартону
При розробці конструкції коробок з картону та гофрокартону необхідно враховувати характеристики упаковки, фізико-хімічні властивості та ціну матеріалу упаковки, а також інші фактори.
Процес проектування коробок зазвичай включає наступні стадії:
- визначення основних характеристик коробок: типу та товщини матеріалу, форми та габаритних розмірів;
- вибір способів друку та обробки;
- проектування розгортки (розкрою) коробки;
- тестування зразка коробки та її узгодження із замовником.
Вибір матеріалу
При виборі матеріалу беруться до уваги такі фактори:
- захисні властивості матеріалу упаковки (механічна міцність, волого-, жиро- та газонепроникність тощо);
- технологічні властивості матеріалу упаковки (запечатувані властивості матеріалу, технологічність обробки в машинах для виробництва тари, наприклад придатність до склеювання та зварювання, технологічність при упаковці товару);
- ціна матеріалу.
Матеріал коробки повинен забезпечувати стабільність її форми при експлуатації, від чого залежить якість виконання тарою захисної та логістичної функцій, зокрема здатність коробки оберігати товар від пошкоджень та втрат, її придатність до стапелювання.
і т.д. Стабільність форми коробки залежить від її конструкції та механічних характеристик матеріалу, з якого вона виготовлена.
Механічні характеристики картону та гофрокартону визначаються такими факторами:
- товщиною матеріалу;
- орієнтацією волокон для картону та напрямком гофр для гофрокартону;
- вологість матеріалу.
Товщина матеріалу вибирається залежно від обсягу коробки та маси продукту, який у неї упаковуватиметься. При збільшенні обсягу коробки та маси продукту товщина матеріалу зростає.
При проектуванні коробок необхідно враховувати, що картон та гофрокартон відрізняються анізотропією механічних властивостей за довжиною та шириною листа (полотна). У машинному напрямку міцність і жорсткість листа (полотна) картону вища, ніж у поперечному. При збільшенні товщини картону різниця між механічними властивостями матеріалу в машинному та поперечному напрямках зростає. Механічні властивості гофрокартону подібним чином залежать від напрямку гофр.
Істотний вплив на властивості картону і гофрокартону надає вологість навколишнього середовища. Ці матеріали відрізняються досить високою гігроскопічності, і при вбиранні вологи їх механічні властивості значно погіршуються. Для захисту коробок від впливу вологи на їхню поверхню може наноситися захисне покриття.
Визначення форми та габаритних розмірів коробки
При визначенні форми та габаритних розмірів коробки враховуються такі вимоги:
- мінімізація витрати матеріалу;
- відповідність форми та розмірів коробки вимогам логістики;
- технологічність конструкції коробки для збирання та пакування товару;
- зручність коробки для споживача;
- привабливий зовнішній вигляд.
При визначенні форми та габаритних розмірів коробки необхідно брати до уваги практику їхньої уніфікації. Уніфікація картонної тари за типорозмірами та конструкцією служить для раціоналізації її виробництва, транспортування та зберігання. Уніфікація картонних коробок сприяє зниженню витрат на їх розробку, виготовлення, сприяє організації серійного та потокового виробництва на високопродуктивному автоматизованому обладнанні. Значно знижуються також витрати, пов'язані з упаковуванням товарів у коробки, транспортуванням, зберіганням та продажем упакованої продукції.
Уніфікація тари за типорозмірами базується на модульній системі, в основу якої покладено регламентовані стандартами розміри групового транспортного пакування (модульного пакування): піддонів та контейнерів. В даний час стандартні піддони для залізничних перевезень мають розміри 800x1200 та 600x1200 мм, для морських перевезень стандартом ISO рекомендовані піддони розміром 1000x1200 мм. Розміри модульної упаковки є сьогодні визначальними під час проектування вантажно-розвантажувальних та транспортних засобів, розрахунку площ складських приміщень, магазинних стелажів тощо.
Для використання переваг уніфікації тари габаритні розміри коробок мають бути кратними розмірам модульної упаковки.
Важливою вимогою до картонних коробок є їх придатність до роботи з автоматизованим пакувальним обладнанням. Конструкція коробки повинна передбачати можливість її автоматичного складання з подальшим упаковуванням у неї товару та формуванням групових модульних упаковок.
Вибір способу друку та обробки
Якісне поліграфічне оформлення компенсує певну одноманітність уніфікованої тари, сприяє залученню уваги покупців та стимулює таким чином зростання збуту товару.
Вибір способів друку та обробки обумовлений властивостями матеріалу коробки та її призначенням. Природно, що оформлення споживчої тари пред'являються набагато вищі вимоги, ніж оформлення транспортної тари. Однак у зв'язку з тим, що останнім часом у магазинах самообслуговування товари виставляються на прилавки у тому числі й у транспортній тарі, якість оформлення останньої також набула великого значення.
* Позначення розроблені спільно Європейською федерацією виробників коробок з гофрованого картону (FEFCO) та Європейською асоціацією виробників гофрованого картону (ASSCO).
Методи випробування коробок з гофрокартонуДля визначення важливих експлуатаційних характеристик упаковки з гофрокартону федерацією FEFCO розроблено низку тестових випробувань. Випробування порожньої коробки з гофрокартону на опір стиску Випробування проводиться з використанням спеціального тестового Для виконання тесту необхідний прилад для визначення зусилля стиснення, що забезпечує похибку не більше 2% виміряного значення, а також вимірювальна лінійка з похибкою ± 1 мм, або не більше 5% виміряного значення. Перед початком випробування картонна коробка встановлюється на нижню плиту та вирівнюється щодо її центру. Просторова орієнтація коробки визначається виходячи із завдання випробування. Для точного позиціонування коробки на плиті має бути зроблено відповідну розмітку. Після включення механізму переміщення плити (плит) коробка піддається стиску. Випробування слід закінчити до повної руйнації коробки. Величина опору стиску (виявляється у ньютонах) заміряється у трьох точках. Після закінчення тесту оформляється протокол, у якому вказуються відомості про упаковку, використаних під час тестування машин та приладів, умови проведення випробування, а також фіксуються отримані результати. Для коробок, що складаються з кількох частин (наприклад, телескопічних), випробування має проводитися по черзі кожної частини, після чого результати сумуються.
Випробування коробки з гофрокартону на ударостійкість під час падіння Тест призначений для випробування міцності коробки з упакованим у неї товаром до ударних навантажень, що виникають, наприклад, під час її падіння. Результати тесту дозволяють визначити якість виконання коробкою функції захисту товару. Тест полягає в імітації вільного падіння коробки з упакованим у неї товаром на горизонтальну поверхню. Висота падіння та просторова орієнтація коробки визначаються виходячи із завдання випробування. Висота падіння вимірюється як найкоротша відстань від нижньої точки коробки до поверхні, яку вона падає. Для опису просторової орієнтації коробки вказується, який із сторін, граней чи кутів вона вдаряється. Якщо удар припадає на бічну грань чи кут, вони позначаються номерами сторін, які утворюють. Поверхня, на яку падає коробка, має бути рівною і твердою, її деформація в результаті удару коробки має бути зневажливо мала. Для проведення випробування рекомендується використовувати спеціальну установку, що дозволяє закріпити коробку на необхідній висоті в певному положенні і забезпечити її падіння вниз без надання їй прискорення або обертального імпульсу.
Випробування коробки з гофрокартону на стійкістьдо низькочастотних коливань Тест призначений для випробування стійкості коробки з упакованим у неї товаром до низькочастотних коливань, що виникають, наприклад, під час транспортування. Тест може проводитися як однієї коробки, так стопи коробок. Амплітуда і тривалість впливу коливань, і навіть просторова орієнтація коробки визначаються з завдання випробування. Для опису просторової орієнтації коробки використовується така сама система позначень, як і в тесті на ударостійкість при падінні (див. вище). Для проведення випробування необхідно застосовувати віброустановку. Коробка укладається на стіл віброустановки, який повинен мати горизонтальну, гладку та тверду поверхню. Механізм приводу віброустановки повинен забезпечувати коливання столу з можливістю регулювання частоти та амплітуди в діапазоні 2-7 кГц та 5,0-12,5 мм відповідно. Після закінчення тесту проводиться перевірка стану коробки та її вмісту. Виявлені пошкодження вимірюються та фіксуються у протоколі. Вказуються також відомості про упаковку, використане під час тестування обладнання та умови проведення випробування. Випробування удароміцності коробки з гофрокартону Тест призначений для випробування міцності коробки з упакованим до неї товаром до ударних навантажень. Результати тесту дозволяють визначити якість виконання коробкою функції захисту товару. Тест полягає в імітації удару коробки з упакованим у неї товаром похилу поверхню.
Для проведення випробування використовується установка, що включає пересувається по рейках візок, на який укладається коробка. Рейки повинні бути покладені на спеціальному помості під кутом 10° до горизонталі. У нижній точці рейковий шлях закінчується похилою стіною, утворюючи з її площиною кут 90 °. Після установки коробки візок під дією сили тяжіння спускається вниз по похилій колії. При наближенні візка до нижньої точки шляху відбувається удар коробки об плиту, закріплену на стіні. Поверхня плити повинна бути рівною та твердою, її деформація в результаті удару повинна бути зневажливо мала. Тестова установка повинна бути оснащена пристроєм закріплення візка перед початком тесту на певній відстані від стіни, що залежить від необхідної швидкості візка з коробкою. Швидкість візка та просторова орієнтація коробки визначаються виходячи із завдання випробування. Для опису просторової орієнтації коробки використовується така сама система позначень, як і в тесті на ударостійкість при падінні (див. вище). Після закінчення тесту проводиться перевірка стану коробки та її вмісту. Виявлені пошкодження вимірюються та фіксуються у протоколі. Вказуються також відомості про упаковку, використане під час тестування обладнання та умови проведення випробування. Визначення міцності шарнірних з'єднань коробкиз гофрокартону Випробування проводиться на вирізаному з коробки прямокутному тестовому зразку з використанням спеціального тестового пристрою, що є механічним або гідравлічним пресом з пристроєм кріплення зразка і V-подібною давить головкою. Давляча головка повинна мати привід для переміщення зі швидкістю близько 125 ± 25 мм/хв. Тестовий пристрій має бути обладнаний приладом для вимірювання сили, з якою головка впливає на тестовий зразок. При проведенні випробування тестовий зразок шириною не менше 150 мм закріплюється в установці таким чином, щоб сторони його утворювали кут 90є, а шарнірне з'єднання знаходилося під ребром V-подібної головки. Переміщаючись вниз, головка чинить тиск на шарнірне з'єднання. Тест дозволяє встановити величину максимального опору шарнірного з'єднання розриву. Після закінчення тесту оформляється протокол, у якому вказуються відомості про тестовий зразок та шарнірне з'єднання, використане при тестуванні обладнання, умовах проведення випробування, а також фіксуються отримані результати.
|



Проектування розгортки (розкрою) коробки
Після вибору матеріалу, визначення габаритних розмірів та форми розробляється розгортка – технологічний креслення заготовки, з якої згодом буде зібрано коробку. Розгортка повинна зображати зовнішню (запечатувану) сторону коробки та відображати особливості технологічного процесу її виготовлення та складання.
Елементи розгортки коробки можна умовно поділити на основні та допоміжні. До головних елементів відносяться бічні стінки, а також дно та кришка коробки. На основні елементи розгортки у процесі виготовлення може наноситися графічна і текстова інформація. Допоміжні елементи розгорнення – різні клапани – служать для скріплення основних елементів при складанні коробки.
Позначення, що використовуються у кресленнях розгорток коробок, наведено у таблиці.
На розгортці обов'язково вказуються розміри коробки. Згідно з практикою, що склалася, при описі коробки її габаритні розміри позначаються наступним чином:
Довжина (L) x Ширина (B) x Висота (H).
Значення габаритів визначаються шляхом виміру розмірів основних елементів розгортки як відстані між лініями біговки. Вимірювання слід проводити за стандартних кліматичних умов: температурі 23 ° C та вологості 50%.
Для коробок телескопічної конструкції, що широко використовуються, наприклад, для упаковки взуття, крім зазначених вище трьох габаритних розмірів, необхідно наводити значення висоти верхньої частини (знімної кришки). У цьому випадку позначення габаритних розмірів має такий вигляд:
Довжина (L) x Ширина (B) x Висота корпусу (H)/Висота кришки (h).
Четвертий розмір необхідно вказувати також для коробок з зовнішніми клапанами, що перекриваються. В цьому випадку наводиться величина області перекриття:
Довжина (L) x Ширина (B) x Висота корпусу (H)/Величина області перекриття (o).
Для полегшення процесу проектування та виробництва коробок основні їх типи стандартизовані.
У Європі найбільшого поширення набули стандарти, розроблені Європейською асоціацією виробників картону (ECMA) та Європейською федерацією виробників коробок з гофрованого картону (FEFCO).
Відповідно до класифікації ECMA коробки поділяються на такі групи:
- група A – коробки прямокутної форми з клейовим скріпленням;
- група B – коробки прямокутної форми зі скріпленням замками різних конструкцій;
- група C – коробки непрямокутної форми з клейовим скріпленням;
- група D – коробки непрямокутної форми зі скріпленням замками різних конструкцій;
- група E - коробки, що знаходяться в безпосередньому контакті з упакованим продуктом або призначені для групового пакування;
- група F - коробки, конструкції яких не увійшли до інших
групи.
Відповідно до класифікації FEFCO коробки діляться ще на шість груп:
- група 02 - коробки, що збираються з однієї розгортки та закриваються клапанами. При складанні таких коробок можуть використовуватися клейове скріплення, шиття скобами, а також скріплення липкою стрічкою;
- група 03 - коробки телескопічної конструкції, що збираються з кількох частин;
- група 04 - коробки, що збираються з однієї розгортки, із скріпленням замками різних конструкцій;
- група 05 – коробки, а також деталі коробок, що закриваються шляхом взаємного переміщення елементів конструкції;
- група 06 - коробки, що збираються з трьох заготовок: корпуса та двох бічних стінок;
- група 07 - коробки, що збираються з однієї розгортки, з клейовим скріпленням.
У групу 09 об'єднані внутрішні вкладки, донні листи, перегородки та інші внутрішні деталі коробок.
При проектуванні розгорток широкого застосування знайшли системи САПР.
Останні стадії проектування
Після розробки креслення заготовки виготовляється зразок коробки, який узгоджується із замовником. Зразок може піддаватися випробуванням, під час яких моделюються навантаження, що виникають під час експлуатації коробки. За результатами тестів може бути змінений матеріал або корекція конструкції коробки.
Після затвердження конструкції коробки виготовляється ще один зразок для узгодження із замовником поліграфічного оформлення коробки.
Важливим етапом технологічного процесу є розробка оптимальної схеми розкладання заготовок коробок на листі картону або гофрокартону. Формат листа залежить від характеристик друкарського та оздоблювального обладнання. Оптимізація розкладки дозволяє знизити собівартість коробки за рахунок скорочення відходів матеріалу та підвищення продуктивності процесу. Якість розкладки характеризує коефіцієнт використання матеріалу, який розраховується як відношення сумарної площі заготовок до площі листа.
При позиціонуванні заготовок на аркуші необхідно враховувати орієнтацію волокон або гофр матеріалу, а також намагатися забезпечити рівномірний розподіл тиску під час друку та штанцювання.
Технологія виготовлення коробок з картону та гофрокартону.
Процес виробництва коробок з картону та гофрокартону включає такі технологічні операції:
- печатка;
- оздоблення;
- штанцювання;
- збирання.
печатка
Для друку на картоні та гофрокартоні найчастіше використовуються офсетна, флексографська та трафаретна технології. Листовий гофрокартон, зазвичай, запечатується на листових офсетних чи флексографських машинах. Для друку на картоні використовуються як листові офсетні, так і рулонні флексографські машини. Трафаретний друк найчастіше комбінується з офсетним чи флексографським способом, розширюючи технологічні можливості друкованого процесу.
Декоративне та захисне оздоблення
Оздоблення картонної упаковки дозволяє урізноманітнити оформлення та покращує його експлуатаційні функції. До найбільш популярних способів обробки відносяться: лакування, припресування плівки (ламінування) та гаряче тиснення фольгою.
Лакування- процес нанесення на поверхню матеріалу лакових композицій, які при висиханні утворюють гладкі прозорі плівки, що покращують зовнішній вигляд продукції та виконують захисну функцію. Для нанесення лаку служать ротаційні друкарські апарати, лакування виконується у вільній від друку секції друкарської машини або на спеціалізованому обладнанні.
Припресування плівки- процес створення поверхні матеріалу прозорого полімерного покриття, виконує переважно захисну функцію. Припресування плівки може виконуватися на листових та рулонних ламінаторах з використанням клеїв різних типів.
Гаряче тиснення фольгою- процес перенесення на відбиток під дією тиску та високої температури металізованої або кольорової плівки. Гаряче тиснення фольгою є ефектним оформлювальним прийомом, а також сприяє підвищенню захисту продукції від підробки. Для гарячого тиснення фольгою використовуються тигельні, плоскодрукарські та ротаційні преси. На практиці для тиснення фольгою досить часто використовуються переобладнані машини високого друку.
Оздоблювальні операції виконуються як на потокових друкарсько-оздоблювальних лініях, так і на операційному обладнанні.
Штанцювання
Штанцювання – комплекс технологічних операцій, що забезпечують формування конструктивних елементів коробок. Якість виконання штанцювання визначає точність геометричних розмірів коробки, їх міцність та довговічність. У процесі штанцювання можуть виконуватись такі операції:
- висікання контуру розгортки коробки;
- бігівка ліній згинів на розгорненні;
- перфорація;
- рицювання.
Висічкапризначена для надання заготовок коробок необхідної конфігурації. Інструментами для висікання є плоскі або ротаційні ножі-штампи. Висікання проводиться на тигельних, плоскодрукованих та ротаційних пресах. У дрібносерійному та одиничному виробництві широкого поширення набули звані човникові пристрої, у яких штамп з укладеною нею заготовкою прокочується через ротаційну друковану пару.
При виробництві коробок з гофрокартона з прямокутною розгорткою можна обійтися без висікання, тому що в цьому випадку прорізи для формування клапанів коробки можуть виконуватись на спеціальних різальних машинах – слоттерах.
Біговка- нанесення на матеріал ліній згинів у вигляді видавлених канавок, за якими надалі проводитиметься фальцювання. Біговка призначена для зниження жорсткості матеріалу лініями майбутніх згинів. Інструментами для біговки є бігувальний ніж і бігувальна матриця. Біговка може бути як плоскою, так і ротаційною.
Перфорація- висікання ланцюжка отворів невеликого розміру. Вона може бути полегшення фальцювання з допомогою видалення надлишків матеріалу з фальца. Зазвичай перфорація виконується дисковим зубчастим ножем.
Рицівка- Надріз поверхні матеріалу. Рицювання роблять у місцях склеювання деталей коробок. Завдяки проникненню клею в надріз досягається підвищення міцності клейового скріплення.
Після штанцювання розгортка коробки залишається пов'язаною з листом перемичками, тому для її повного відділення автоматично або в ручну проводиться операція видалення облої.
Складання
Після видалення облої та поділу заготовок коробок вони можуть або упаковуватися та відправлятися до замовника, або виконується їх складання.
Складання полягає у фальцуванні коробки та скріпленні її деталей, тобто складанні з плоскої заготівлі об'ємної коробки та фіксації її форми. Для скріплення деталей коробки найбільшого поширення набули легко піддаються автоматизації клейовий спосіб і механічне скріплення за допомогою замків різних конструкцій.
Для автоматизованого складання коробок в даний час застосовуються фальцевально-склеюючі лінії.
Як уже зазначалося, у виробництві коробок з картону та гофрокартону сьогодні широке застосування знайшли різні засоби автоматизації. При проектуванні коробок використовуються САПР, на різних етапах технологічного процесу виготовлення коробок застосовуються різні потокові лінії, на яких виконуються друк, обробка, штанцювання та збирання коробок. Використання високоавтоматизованих ліній дозволяє значно підвищити продуктивність та скоротити витрати виробництва. Як правило, подібні лінії відрізняються високою гнучкістю і дозволяють виготовляти коробки широкого ряду типорозмірів. Можливість комплексної автоматизації технологічного процесу виготовлення коробок з картону та гофрокартону є важливою перевагою цього виду тари та сприяє збереженню за ними однієї з провідних позицій на ринку упаковки.
Ця коробка дуже добре підійде для маленьких презентів і сувенірів, наприклад, для косметики або мила ручної роботи. Так само, це хороший варіант для використання як бонбоньєрка на весіллі. Розмір у готовому вигляді з урахуванням ручок 120*80*40 мм.
Для цієї коробки я підготувала кілька файлів із шаблонами, які ви можете завантажити з форуму нашого сайту (посилання наприкінці статті). Після того, як ви завантажили та розархівували файли, у папці знайдете 4 файли, які допоможуть вам зробити ці симпатичні коробочки.
Файл під назвою Пакет-чб.jpgможуть використовувати власники чорно-білого принтера. У цьому файлі міститься схема коробочки, яку ви можете роздрукувати на звичайному аркуші А4, вирізати і перенести на кольоровий папір, з якого хочете зробити коробку. Якщо є можливість, можете роздрукувати цей шаблон прямо на аркуші кольорового паперу з виворітного боку (якщо папір формату А4).
Для власників кольорового принтера та програми Photoshop я підготувала спеціальні шаблони, за допомогою яких ви зможете роздрукувати готові кольорові розгортки з лицьового та виворітного боку, а потім з них зробити коробки. Тобто. для цього потрібний лише щільний папір для друку на принтері. Я раджу використати папір фірми Lomond або Fora щільністю не менше 180 г/м2. Я використовую папір Lomond (матовий односторонній із фактурою лляного полотна, 230g/m2). Файли називаються Пакет-шари-1.pdf, Пакет-шари-1.pdf, Пакет-шари-1.pdf, тобто. три розгортки для коробок, що ви бачите на фотографіях.
Розповім докладніше як правильно роздрукувати ці розгортки. Тим, хто має кольорові принтери, добре відома проблема із заправкою картриджів кольоровим чорнилом. І для тих, хто не має СНПЧ (система безперервної подачі чорнила), це стає цілою проблемою. Тому потрібно друкувати так, щоб не витрачати чорнило марно.
Таким чином, необхідно роздрукувати розгортку з однієї сторони так, щоб вони збігалися. Точного збігу добитися дуже складно, тому я зробила розгортку лицьової сторони трохи ширше від виворітної.
Отже, опишу покроково, що і як потрібно зробити для тих, хто жодного разу не працював у програмі Photoshop.
1.
Відкриваємо будь-який із трьох файлів, наприклад Пакет-шари-1.pdf. Якщо панель "Шари" не відкрита, натисніть клавішу F7. У панелі "Шари" ви бачите два шари, на "задньому плані" знаходиться розгортка для виворітної сторони, на "Шар 1" - для лицьової.
2. Спочатку роздруковуємо лицьову сторону розгортки, вставивши аркуш паперу в принтер лицьовою стороною та вибравши в меню вкладку "Файл-Перегляд та Друк-Друк". Обов'язково зауважте яким краєм ви вставляли папір (позначте олівцем на краєчку).
3.
Натискаючи на кнопочку "око", відзначений на картинці червоним кружечком, робимо шар з лицьовою стороною неактивним, а шар із виворітною розгорткою стає видимим.


4. Тепер роздруковуємо виворітний бік розгортки. Але спочатку потрібно перевернути папір виворітною стороною і вставити її в принтер тим же краєм. І обов'язково потрібно відобразити картинку по горизонталі. Для цього заходимо в меню "Зображення-Повернути полотно-Відобразити полотно по горизонталі".

5. Друкуємо виворітний бік, натиснувши в меню "Файл-Перегляд і Друк-Друк". Все, наша розгортка готова. Залишилося її вирізати, зробити біговку пунктирних ліній та зігнути їх. Склеюємо коробочку, за бажанням робимо отвори, відмічені на шаблоні.



